【南京航空航天大学论文速递】CFRP 复合材料钻孔加工全面综述:工艺、有限元仿真、绿色制造、挑战与前沿进展
- 2026-06-25 00:49:04
坚持专心 丨保持专注 丨 铸就专业
点击 长三角G60激光联盟关注/ 置顶公众号 |
新闻资讯 |技术文章 | 会议论坛 | 产业招商 |




长三角G60激光联盟导读
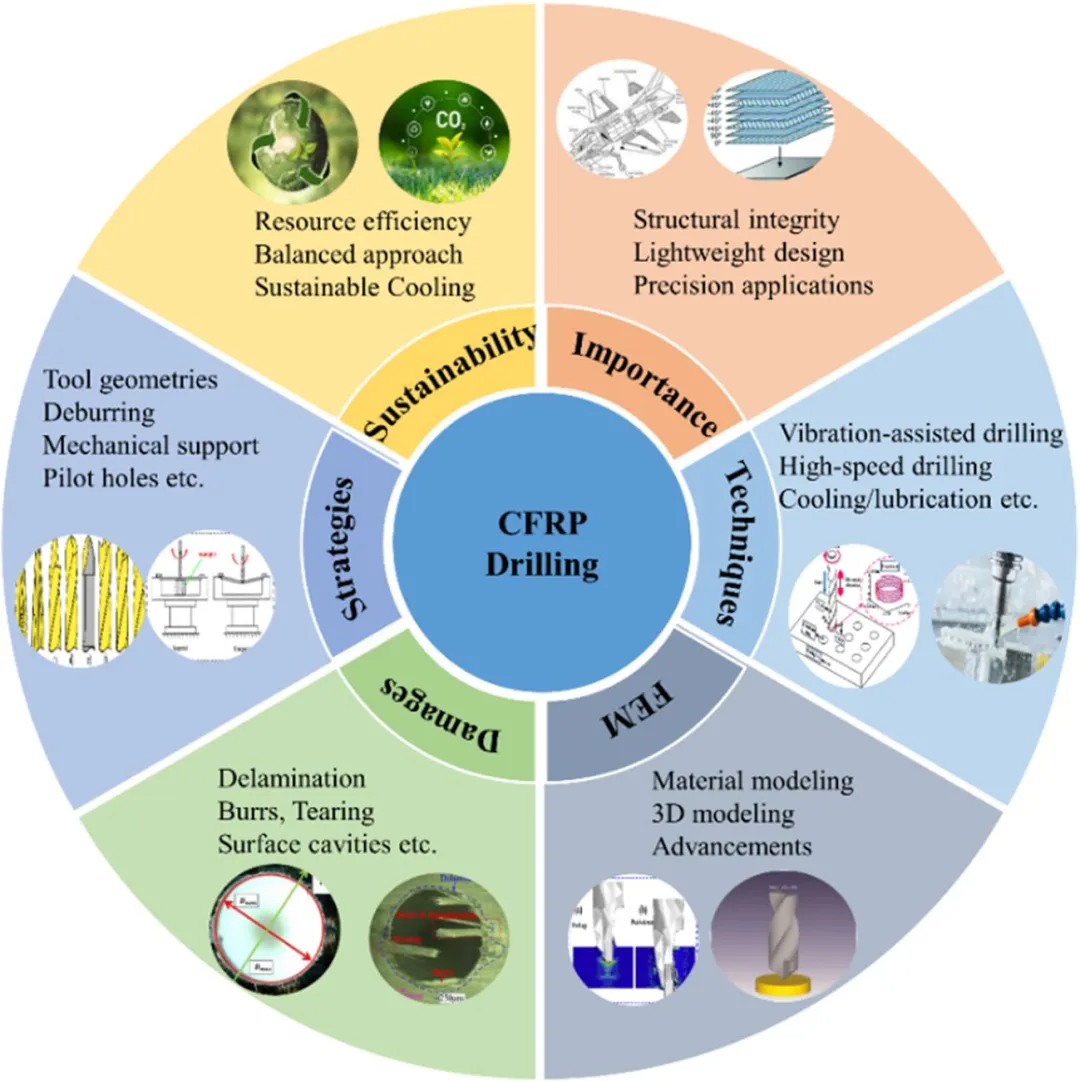
本期为大家带来发表于《The International Journal of Advanced Manufacturing Technology》的 CFRP 复合材料钻孔领域重磅综述论文,系统梳理了碳纤维增强聚合物(CFRP)钻孔技术、有限元仿真、损伤机理、绿色制造方案及行业现存挑战与未来发展方向,内容涵盖多种先进加工工艺、仿真方法、缺陷控制策略,适合复合材料加工、先进制造、机械仿真领域科研人员与工程技术人员参考学习。
01
文章导读
摘要
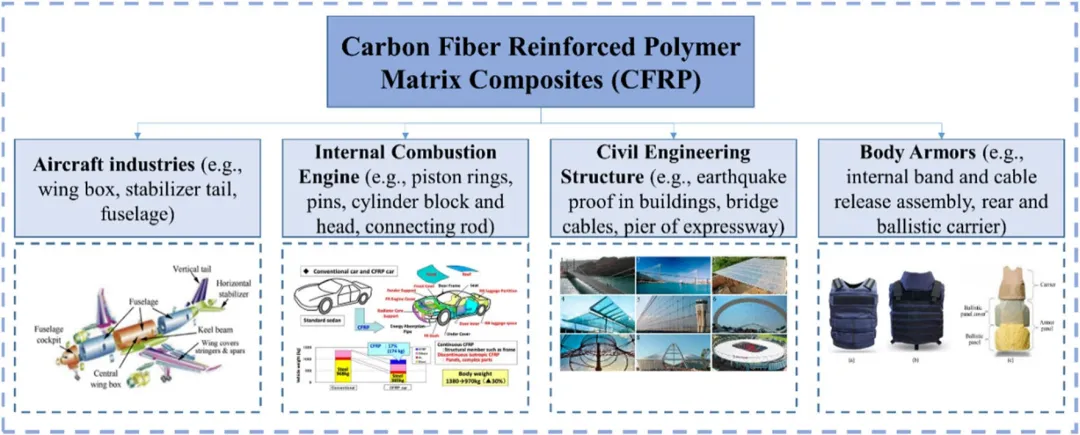
碳纤维增强聚合物(CFRP)复合材料凭借优异的比强度、刚度、热稳定性与耐腐蚀性,广泛应用于航空航天、汽车及土木工程领域。但该材料具有各向异性、非均质性,且对应力高度敏感,钻孔加工极易产生分层、毛刺、撕裂、表面凹坑与表面粗糙等缺陷,加工难度极大。本文全面综述了 CFRP 复合材料钻孔技术的最新进展,剖析各类钻孔工艺的作用机理、优势与局限性,旨在提升制孔质量、减少加工损伤。有限元仿真(FEM)可精准预测钻削轴向力、扭矩及加工损伤,是钻孔工艺优化的核心手段,相关技术迭代进一步提升了损伤抑制效果。文章系统探究了钻削参数对 CFRP 轴向力、扭矩、加工温度及各类缺陷的影响规律,提出刀具结构、去毛刺工艺、预钻孔、变进给量等参数优化方案,并重点围绕绿色制造展开研究。本文梳理了当前领域研究短板,指明未来研究方向,重点分析低温冷却、微量润滑(MQL)、压缩空气冷却等绿色加工技术,以此降低能耗、刀具磨损与污染物排放。未来需深入揭示钻削参数与 CFRP 制孔质量的映射机理,构建兼顾低缺陷、高品质的绿色化钻孔工艺体系。
02
部分图文
主要亮点内容
- 全维度梳理加工工艺
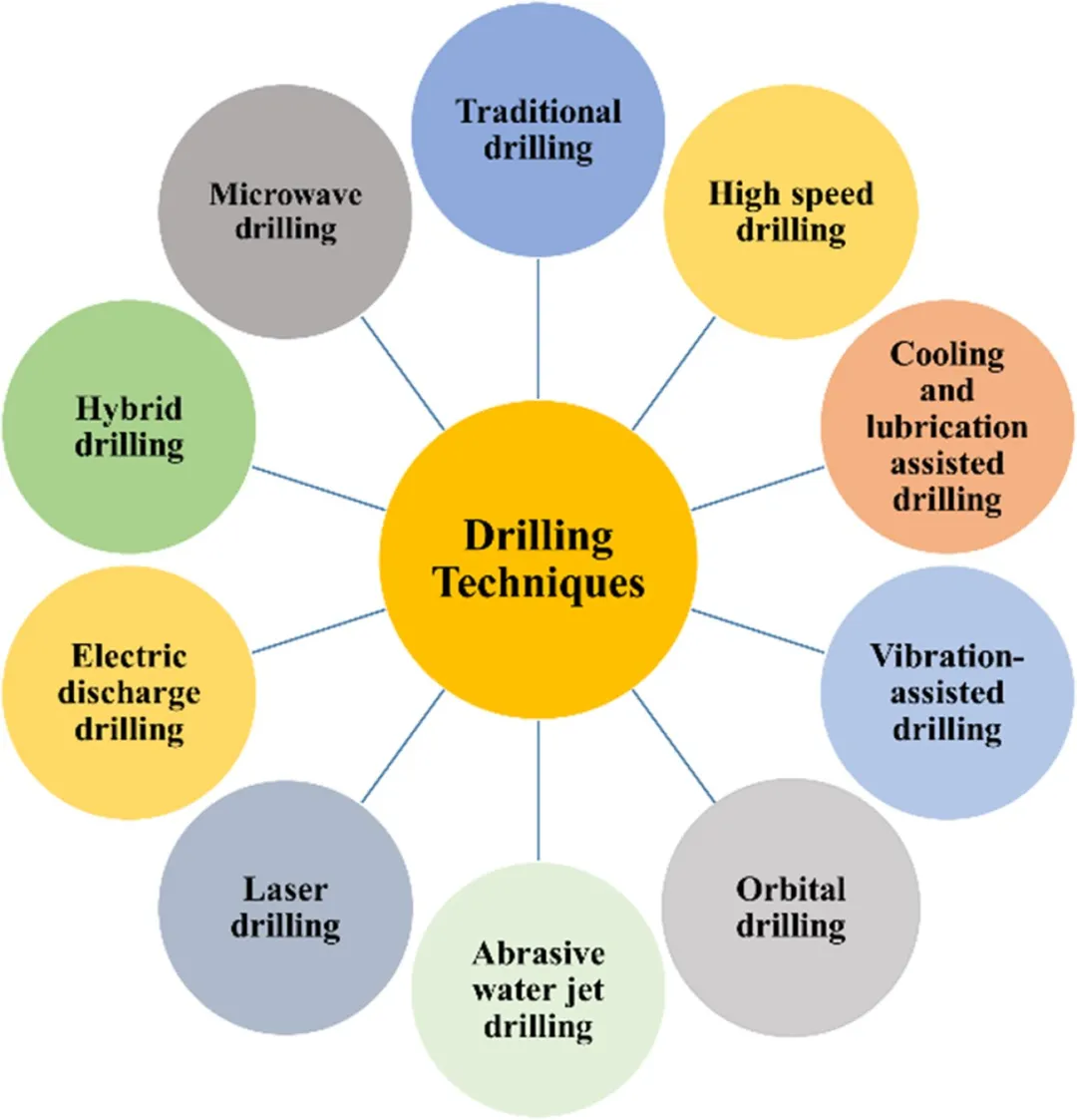
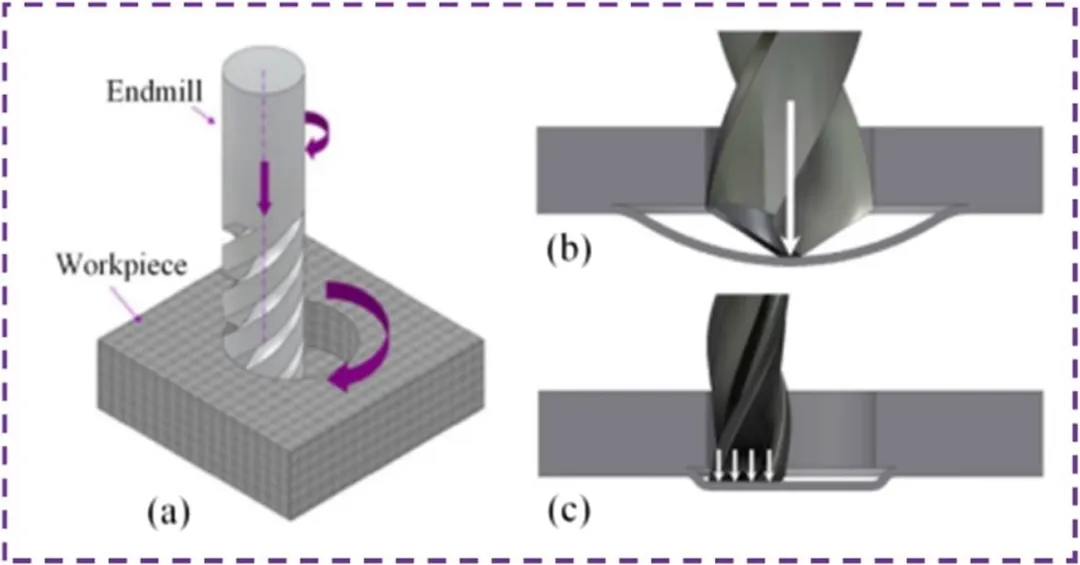
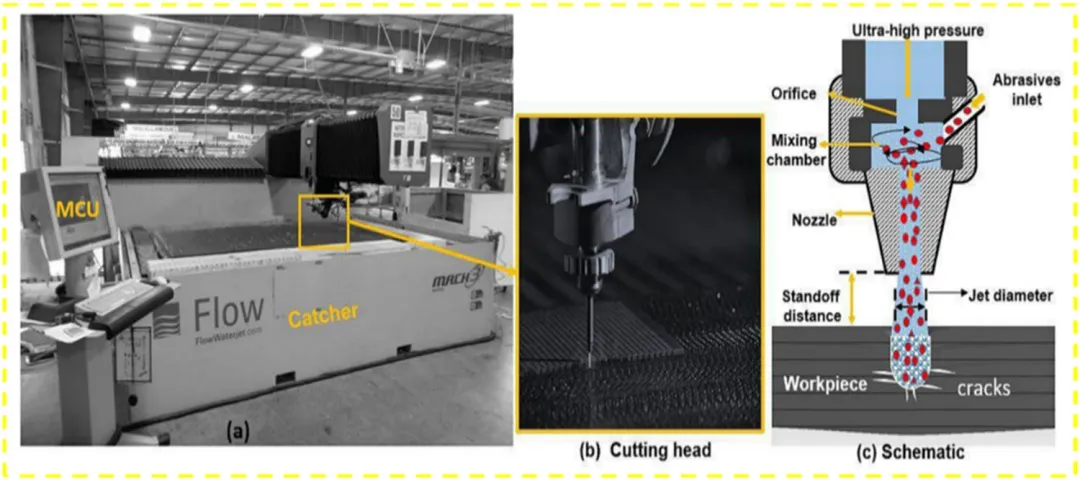
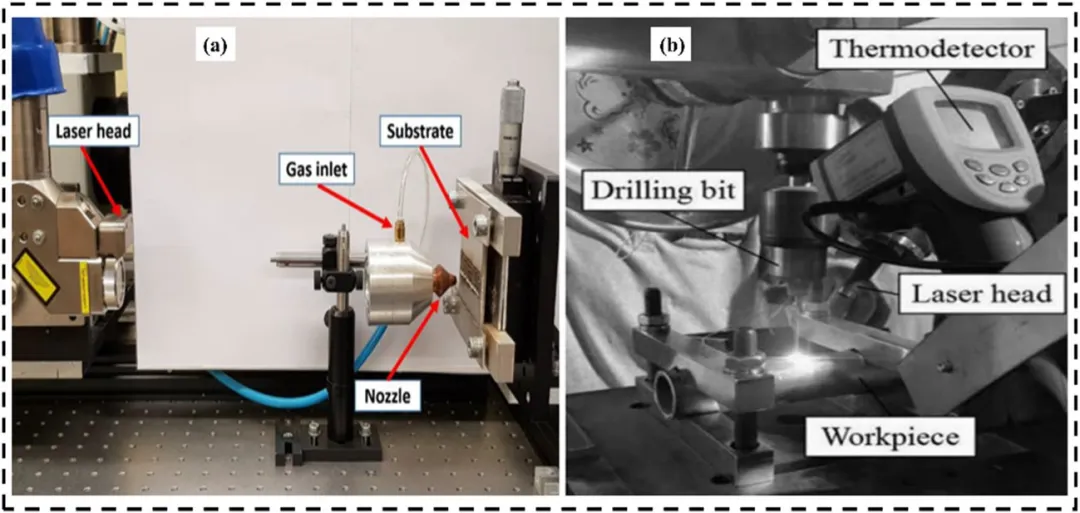
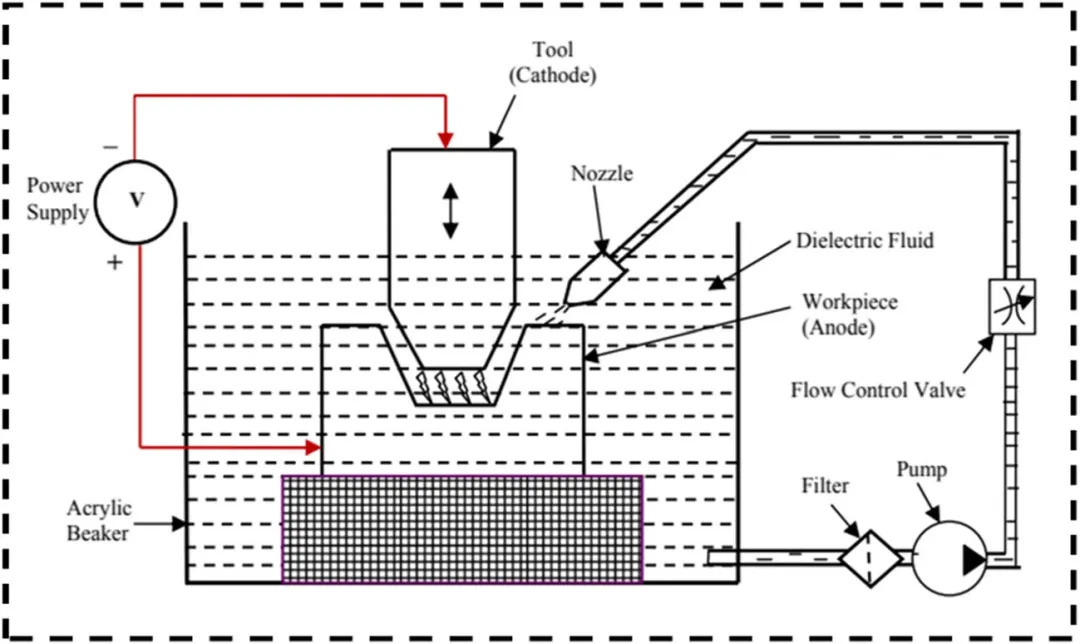
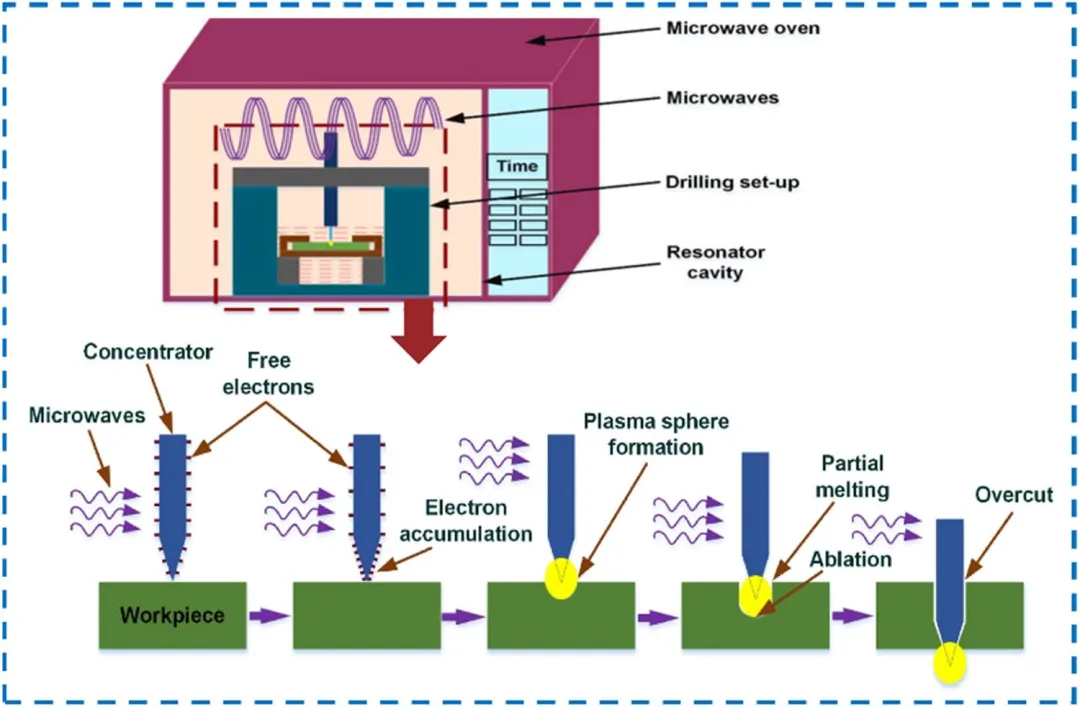
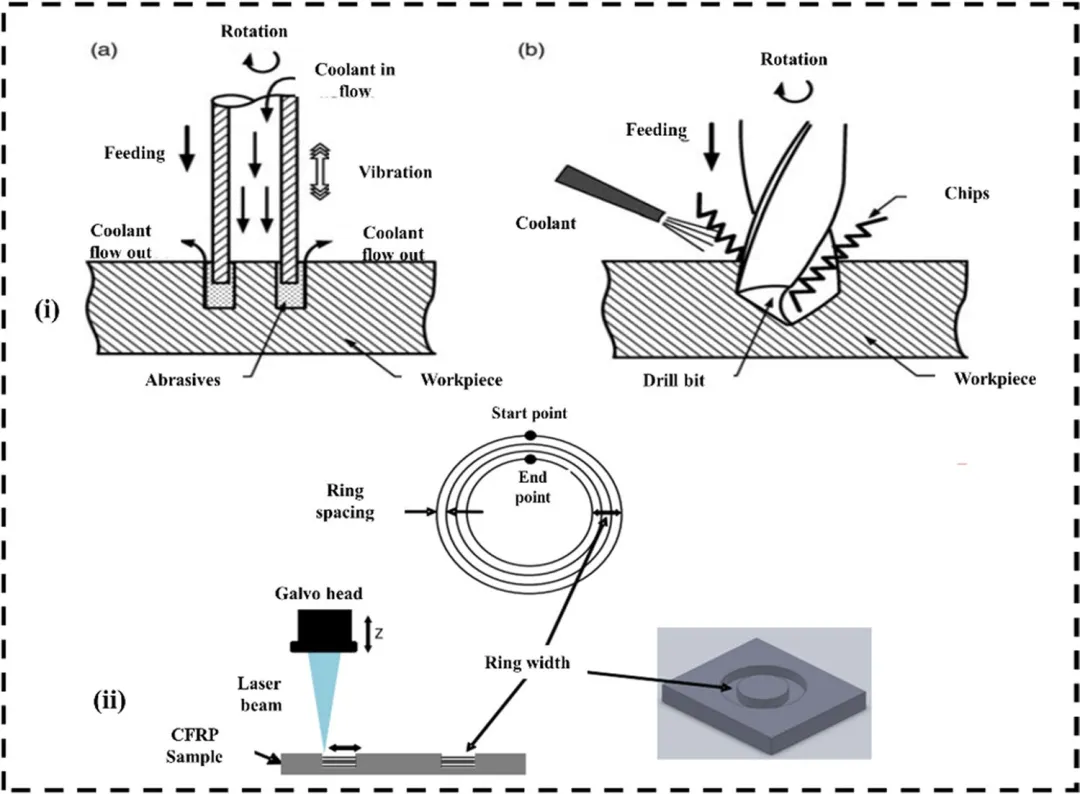
系统归纳传统钻孔、高速钻孔、振动辅助钻孔、轨道钻孔、磨料水射流钻孔、激光钻孔、电火花钻孔、微波钻孔及复合加工等9 大类先进钻孔技术,对比各工艺的受力特性、损伤控制效果、生产效率与应用场景。 - 深度解析损伤机理
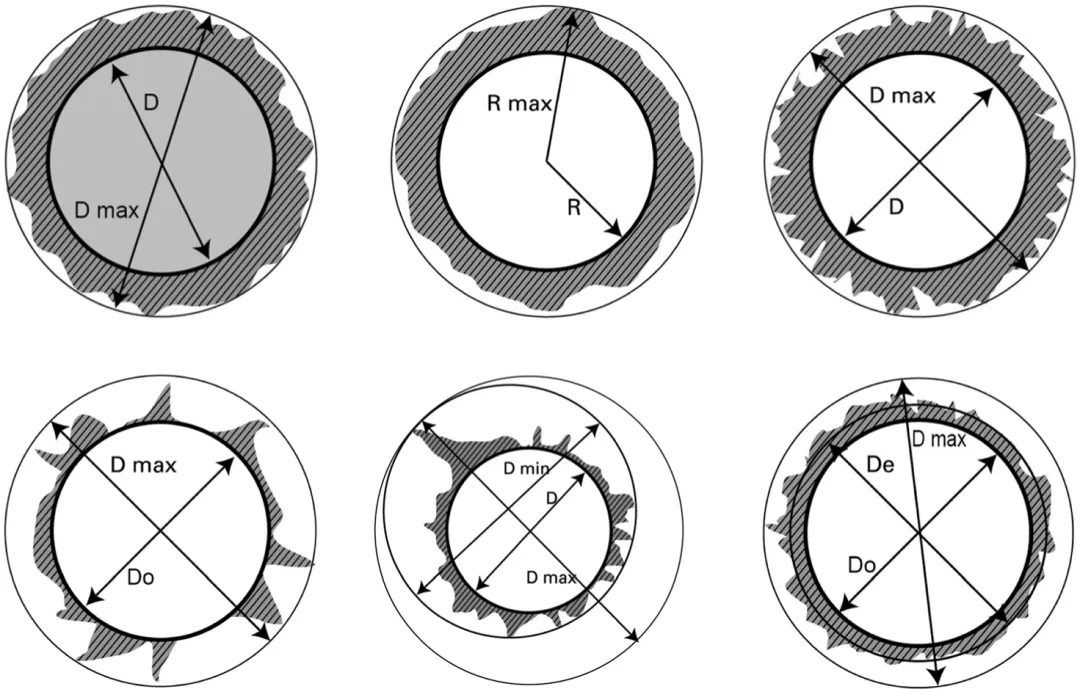
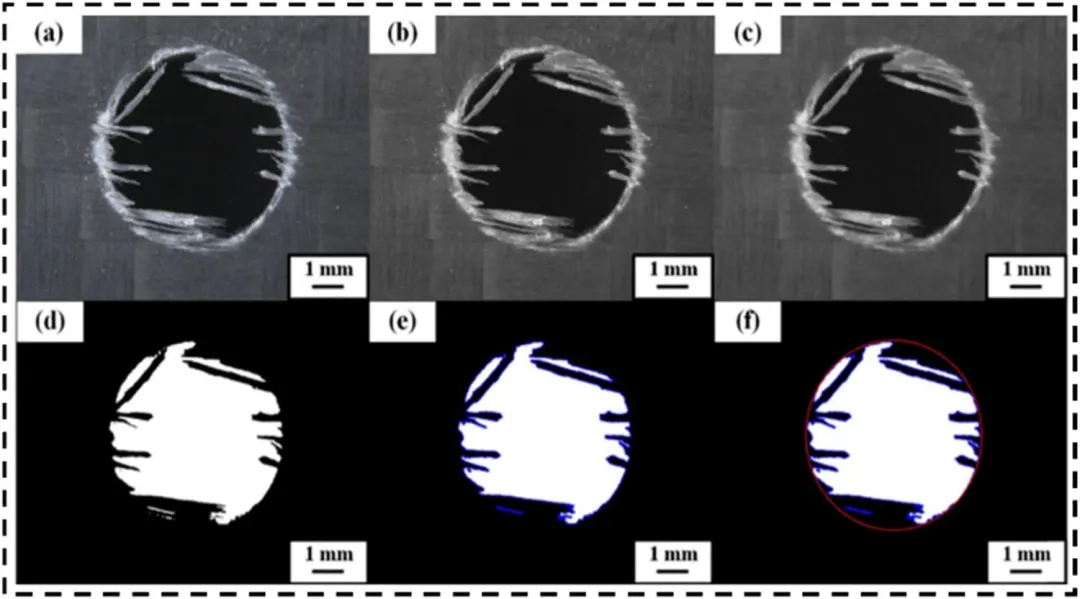
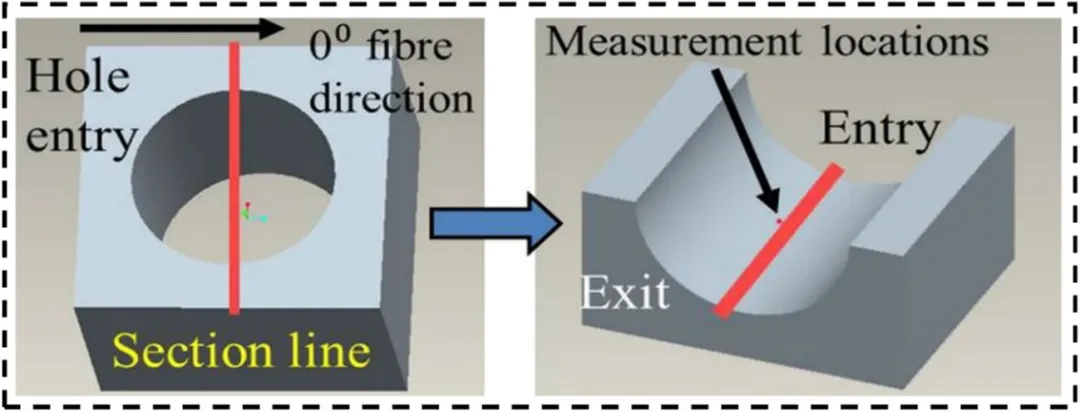
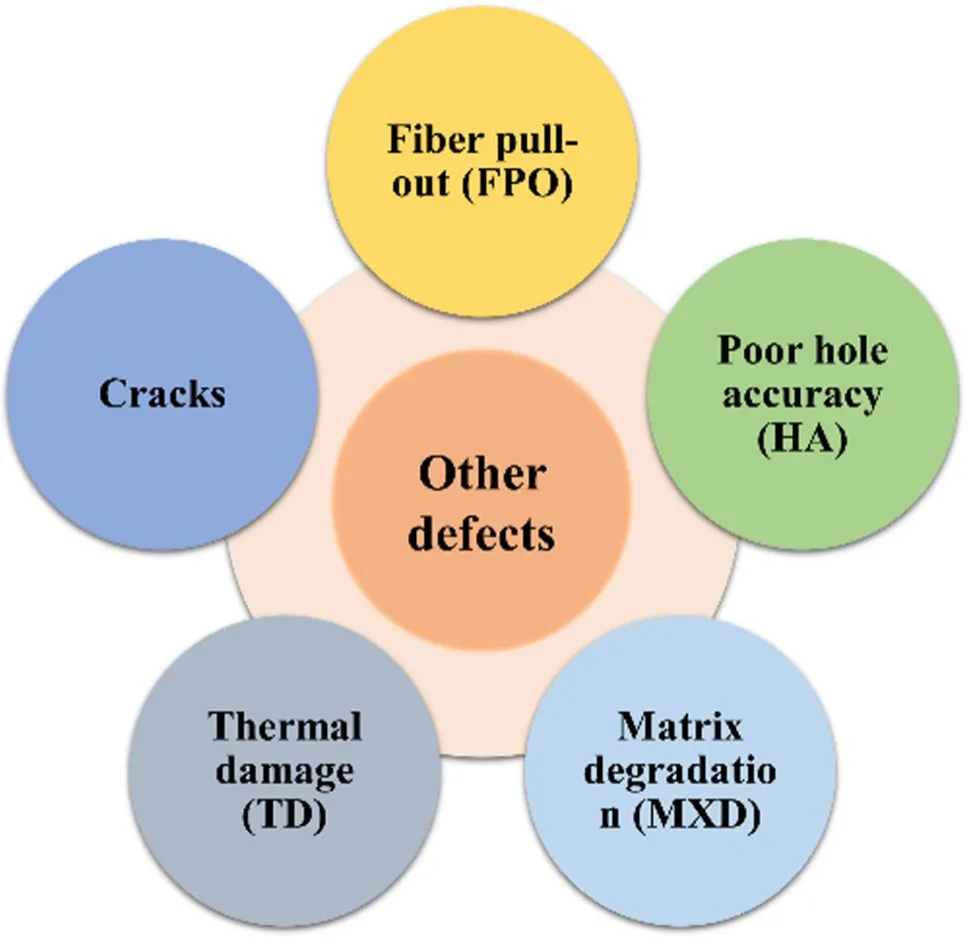
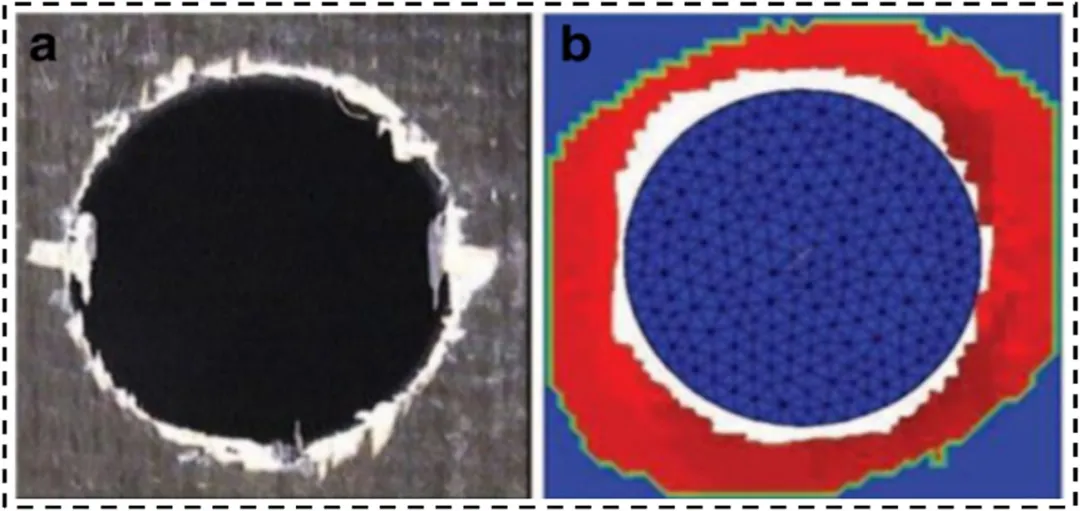
详细阐述 CFRP 钻孔五大核心缺陷(分层、毛刺、撕裂、表面凹坑、表面粗糙度)的形成机制、影响因素与评价方法,同时补充纤维拔出、孔形精度失效、基体热损伤等衍生缺陷研究。 - 有限元仿真(FEM)体系总结
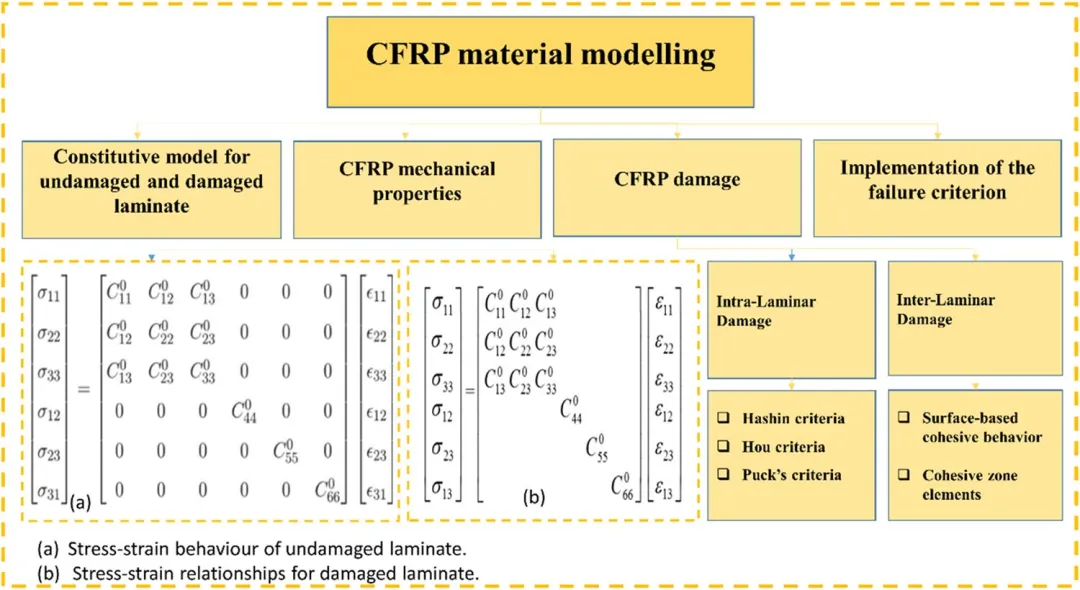
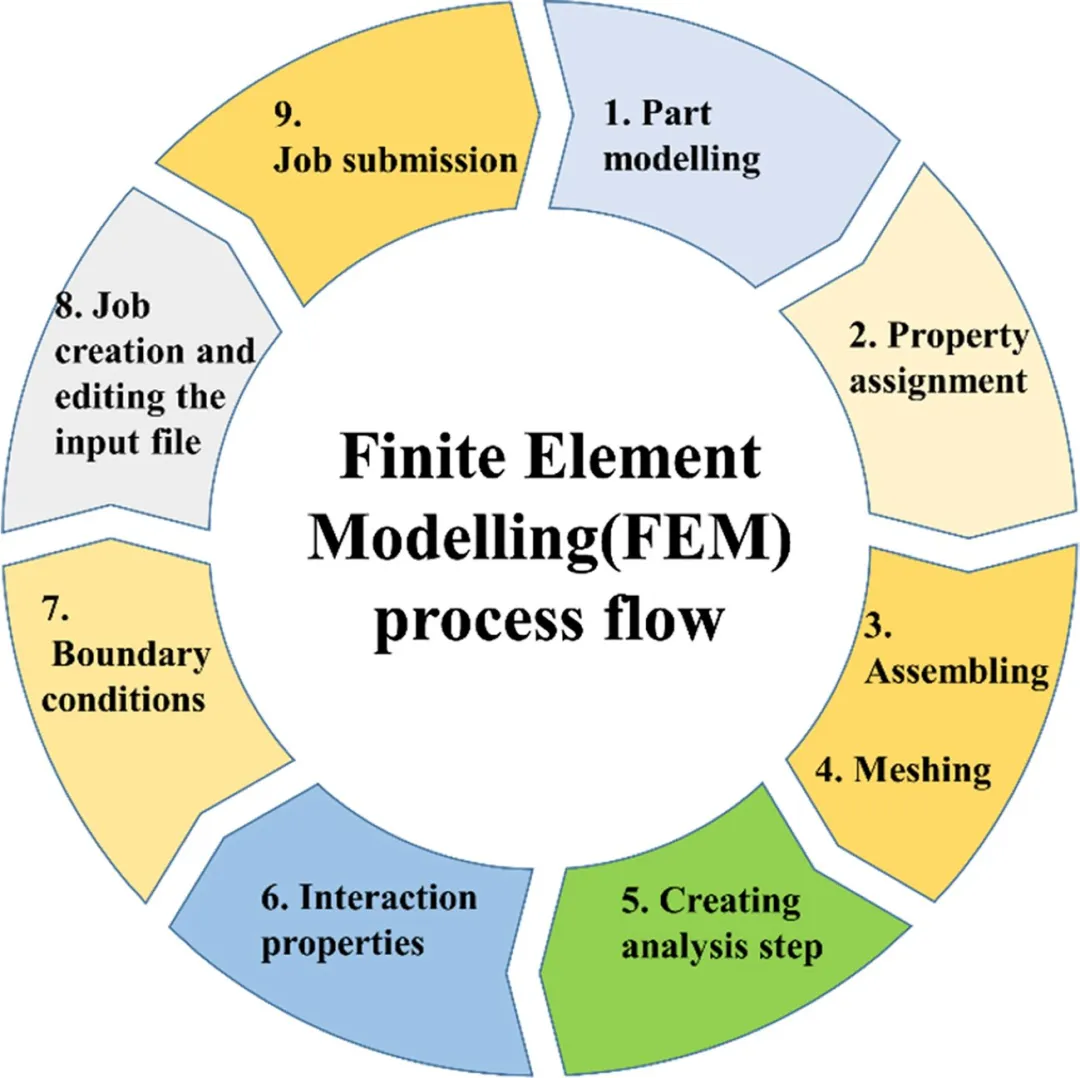
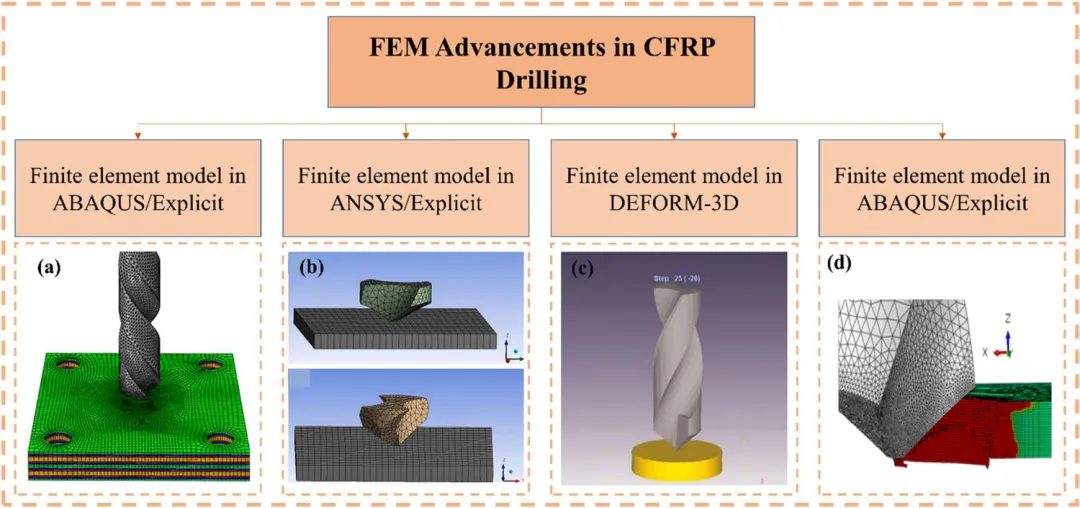
以 Abaqus/CAE 为核心,介绍 CFRP 材料建模、三维模型搭建、失效准则(Hashin 准则)、仿真验证全流程;总结不同 FEM 模型在轴向力、扭矩、分层缺陷预测中的应用进展与精度差异。 - 多维度工艺优化策略
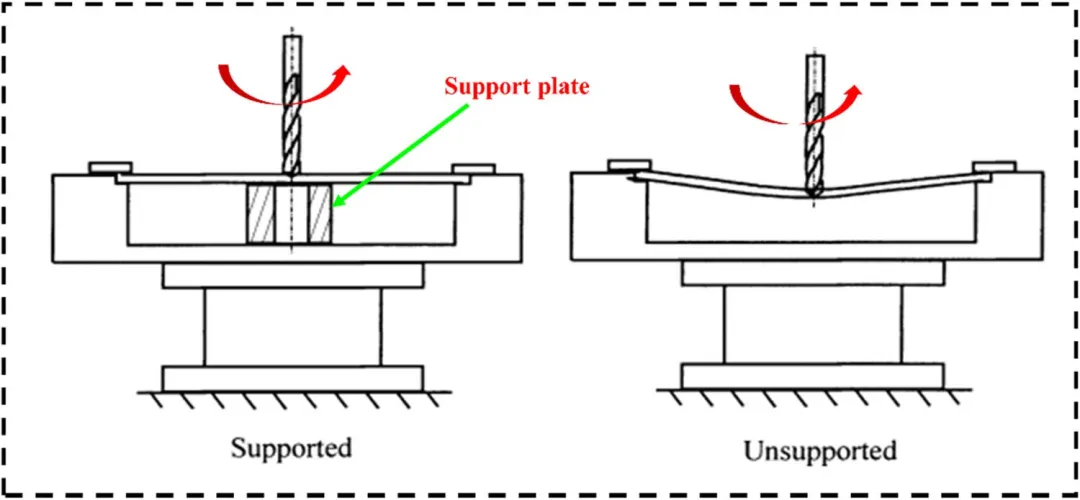
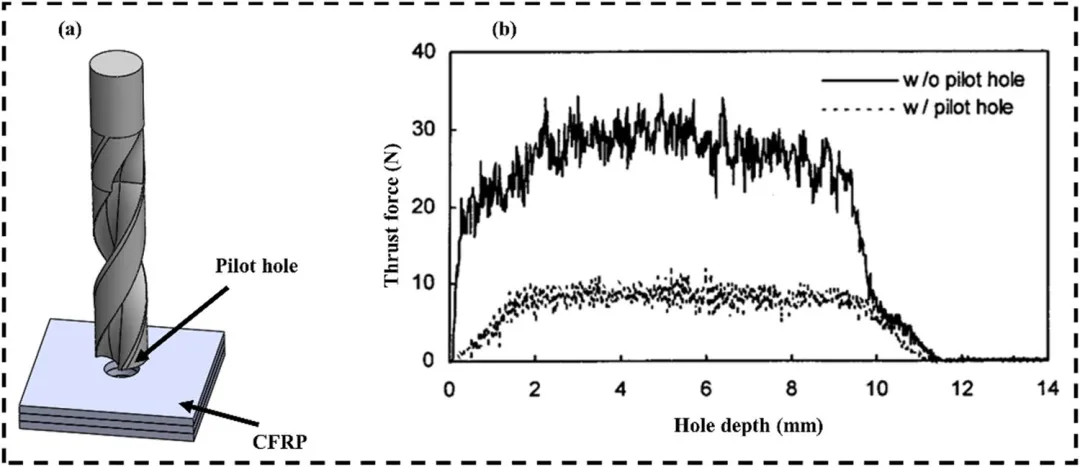
从钻削参数、刀具构型、辅助工艺三大方向提出优化方案,包括专用钻头选型、机械支撑、预钻孔、变进给量、去毛刺技术等工程实用方法。 - 聚焦绿色可持续制造
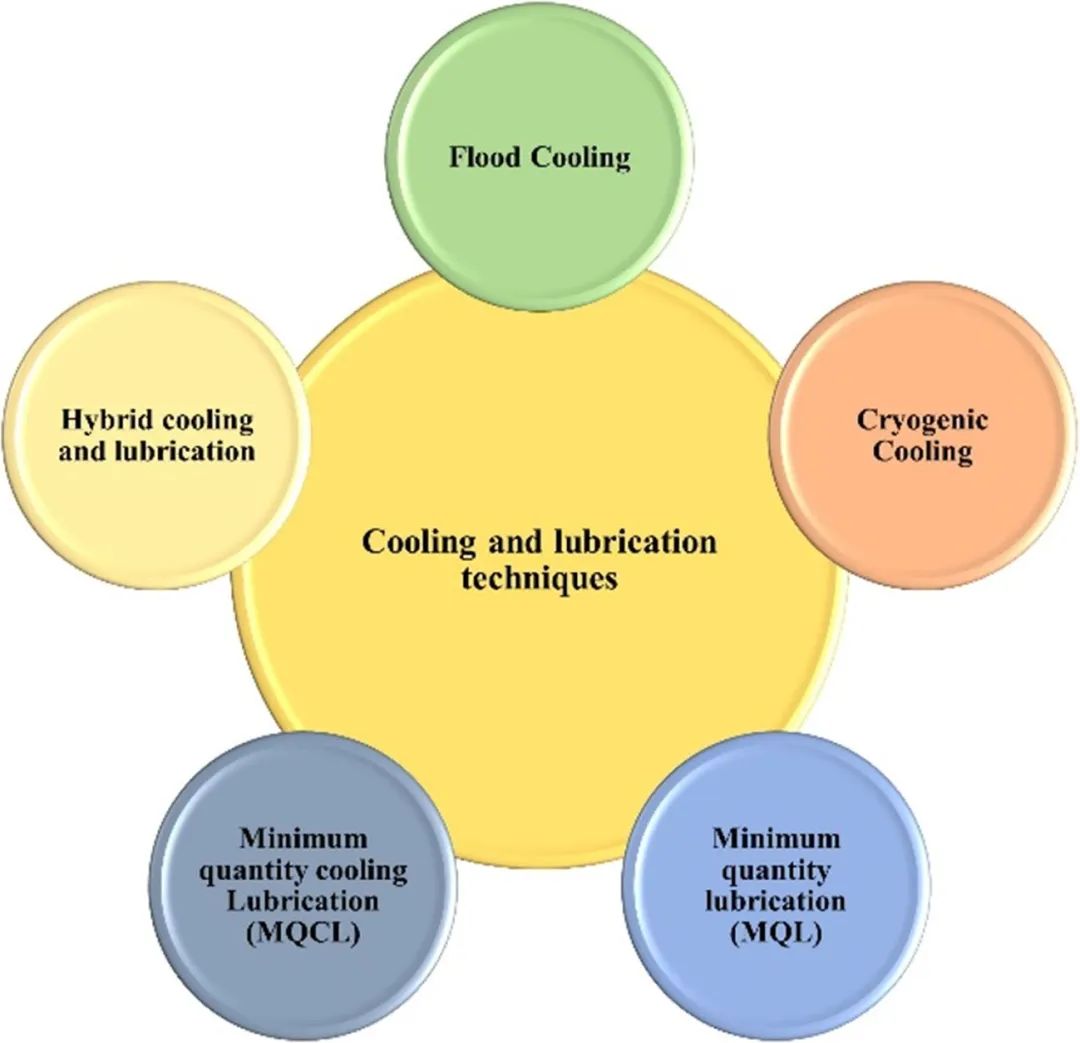
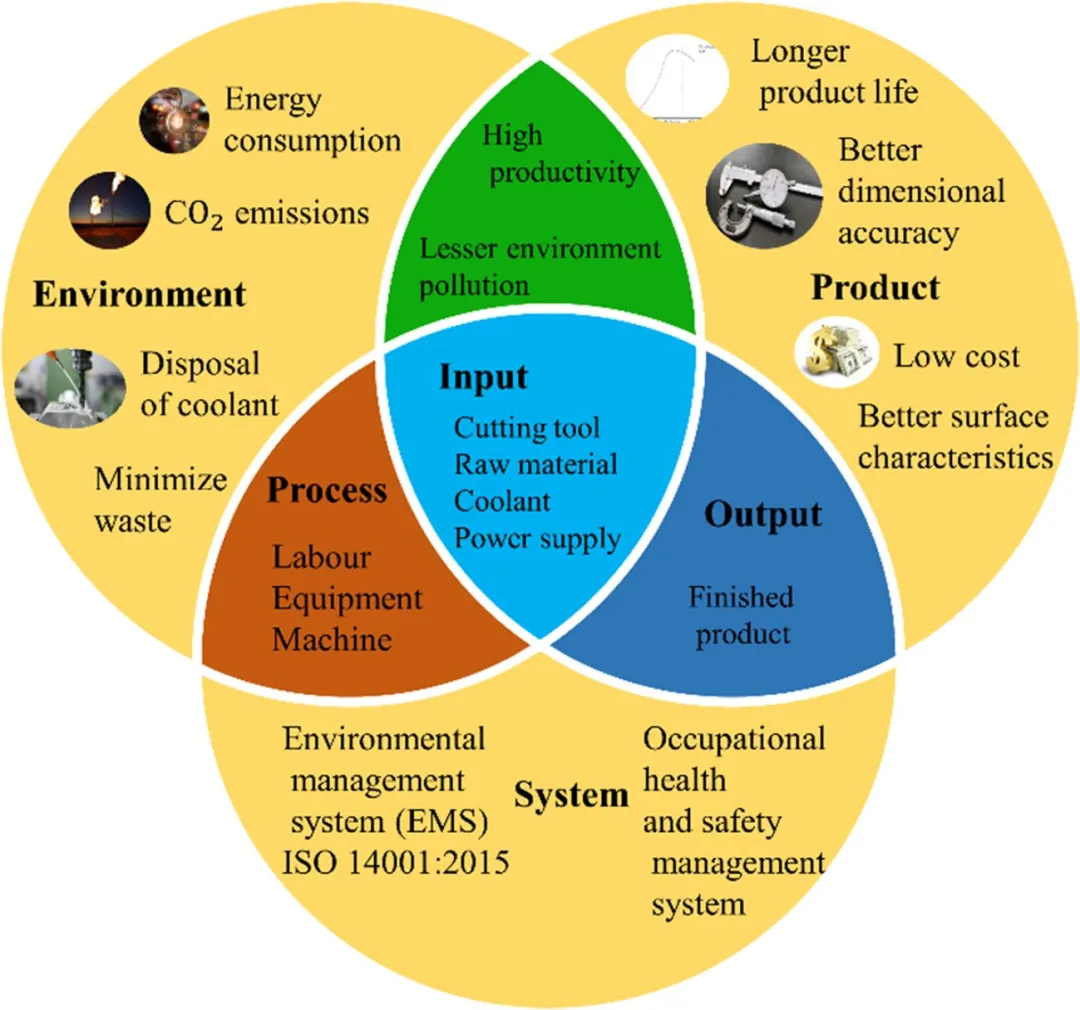
首次系统性将绿色制造理念融入 CFRP 钻孔研究,对比干切、低温冷却、微量润滑、压缩空气冷却、浇注式冷却等方案的能耗、刀具磨损、环境影响,明确最优绿色加工方案。 - 总结研究痛点与未来方向
指出当前研究存在的仿真微观建模不足、多工艺耦合机理不明、绿色工艺产业化应用慢等问题,给出细分领域未来研究重点。
03
结论/展望
- 材料加工难点
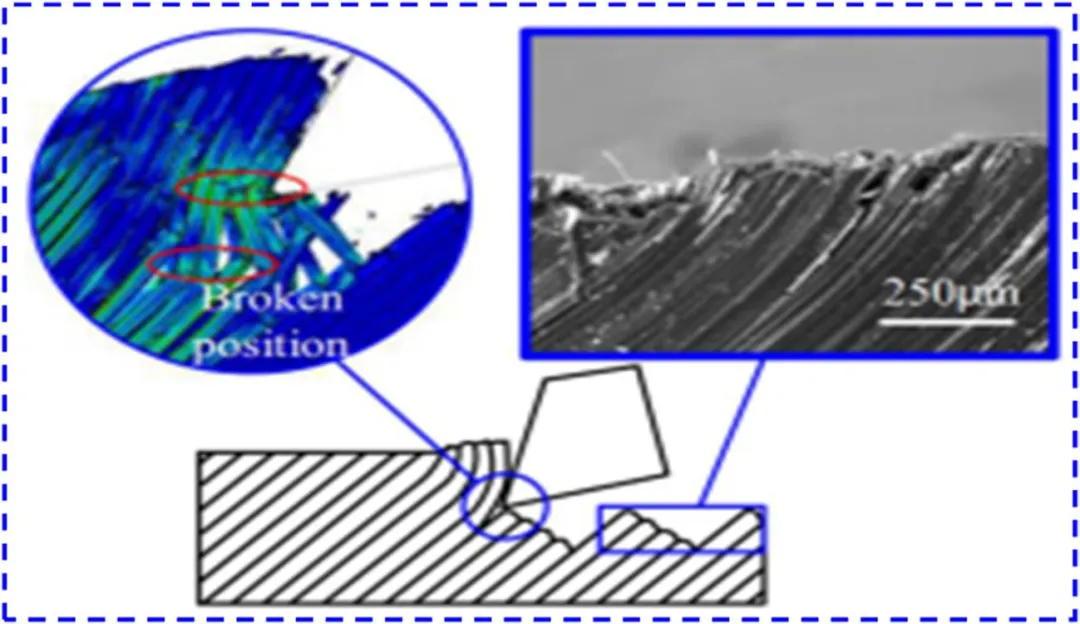
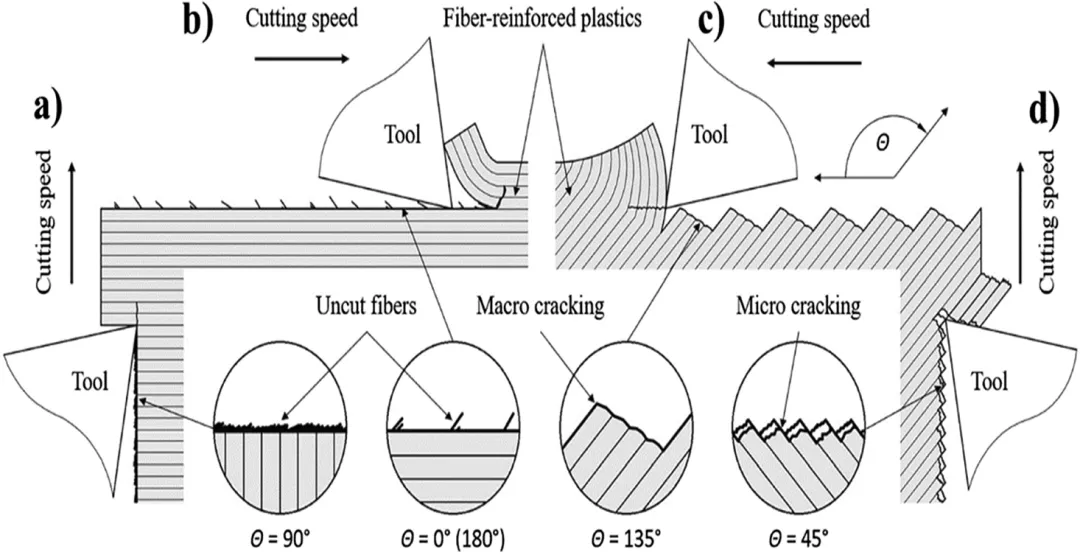
CFRP 复合材料的非均质性与各向异性是钻孔缺陷的根源,纤维取向、钻削参数共同决定切削机理与孔壁质量;热塑性 CF/PEKK 等新型 CFRP 虽具备可回收优势,但塑性变形大、热敏感性强,易产生缠屑、基体涂抹等新缺陷,加工难度进一步提升。 - 有限元仿真价值
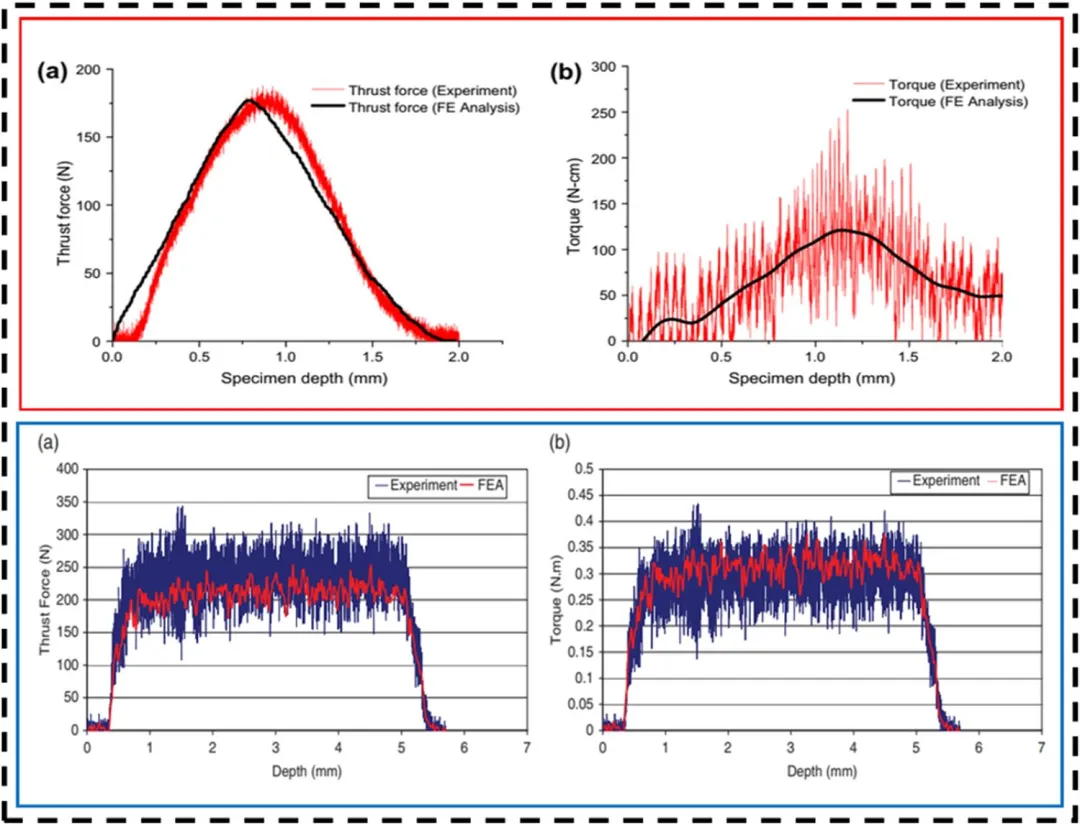
FEM 是替代大量重复性实验、降低研发成本的重要工具,基于 Abaqus 结合 Hashin 失效准则的仿真模型可精准预测轴向力、扭矩与分层缺陷;但现有模型对纤维 - 基体微观交互作用的模拟精度仍不足,是后续仿真优化的重点。 - 加工缺陷管控
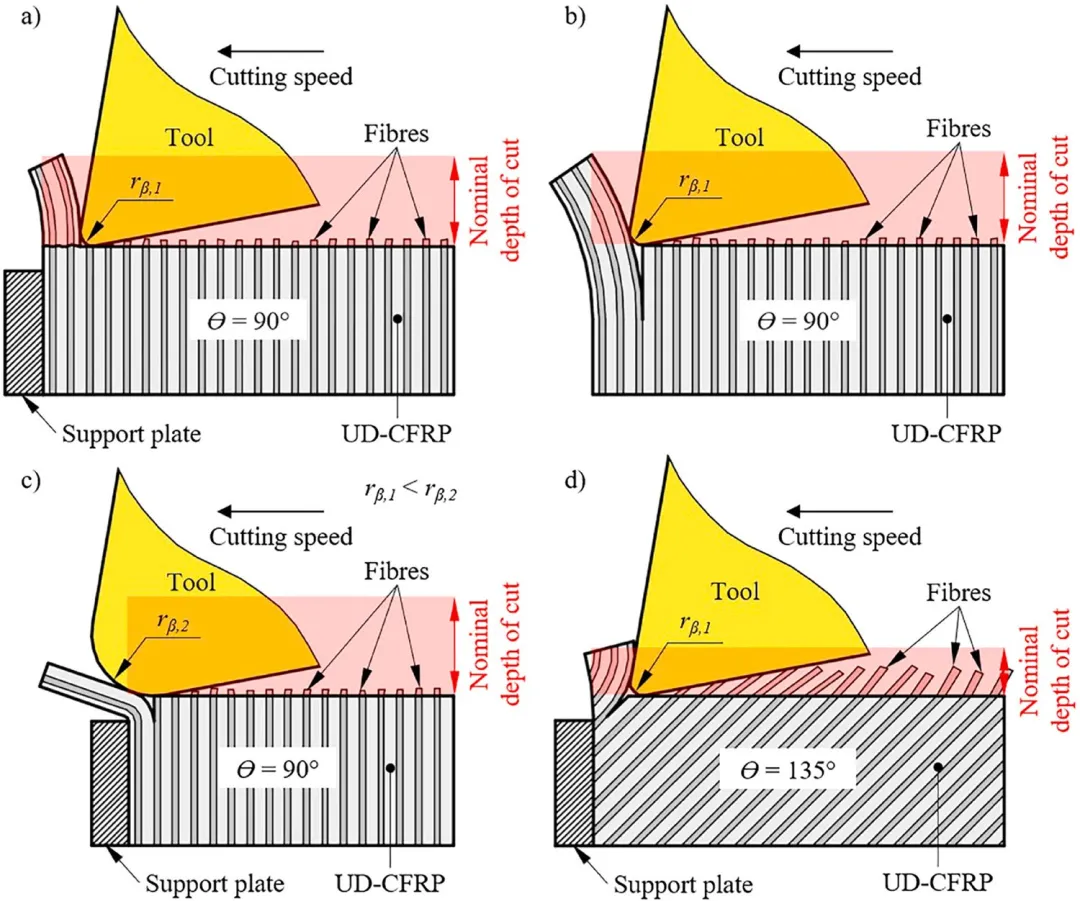
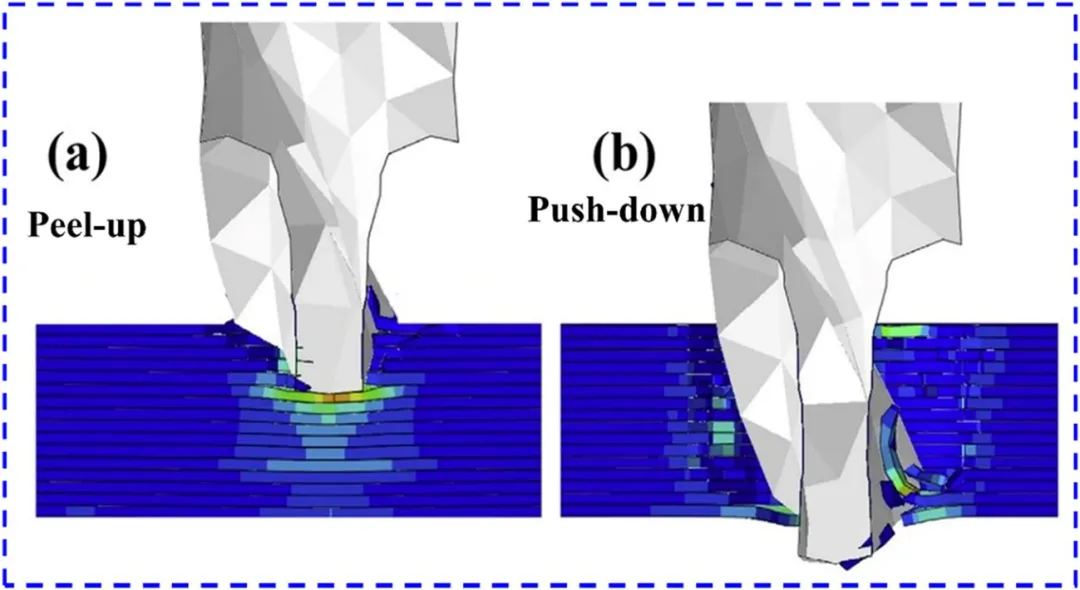
分层、毛刺、撕裂、表面凹坑是 CFRP 钻孔四大主导缺陷,轴向力是诱发分层的核心因素;进给量对缺陷的影响远大于切削速度,合理搭配高转速 + 低进给可有效抑制损伤;刀具刃口半径、纤维切削角度直接决定毛刺与撕裂的严重程度。 - 工艺优化方案有效性
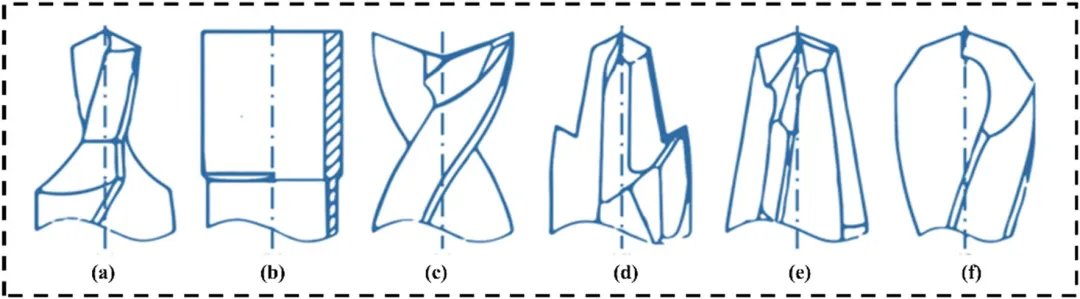
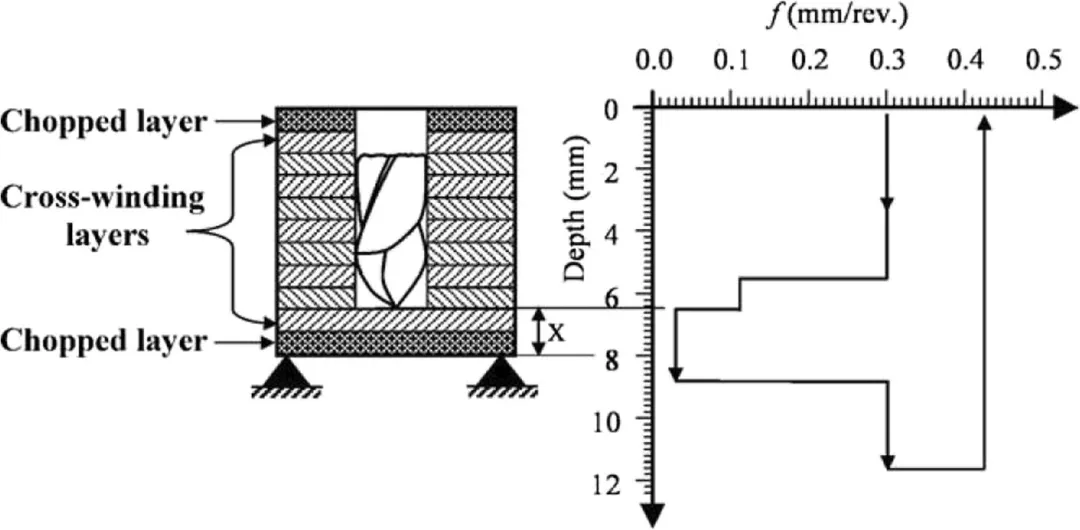
专用异形钻头(阶梯钻、双顶角钻、胸端钻)可分散切削载荷,降低轴向力与分层风险; 预钻孔、工件底部机械支撑板可显著提升分层临界载荷,出口区域损伤减少 25%~50%; 变进给量工艺(孔口高进给、孔出口逐步降进给)可有效规避出口分层与毛刺; 电火花加工(EDM)是高效的后处理去毛刺工艺,铜电极可实现 100% 毛刺去除。 - 先进工艺优劣总结
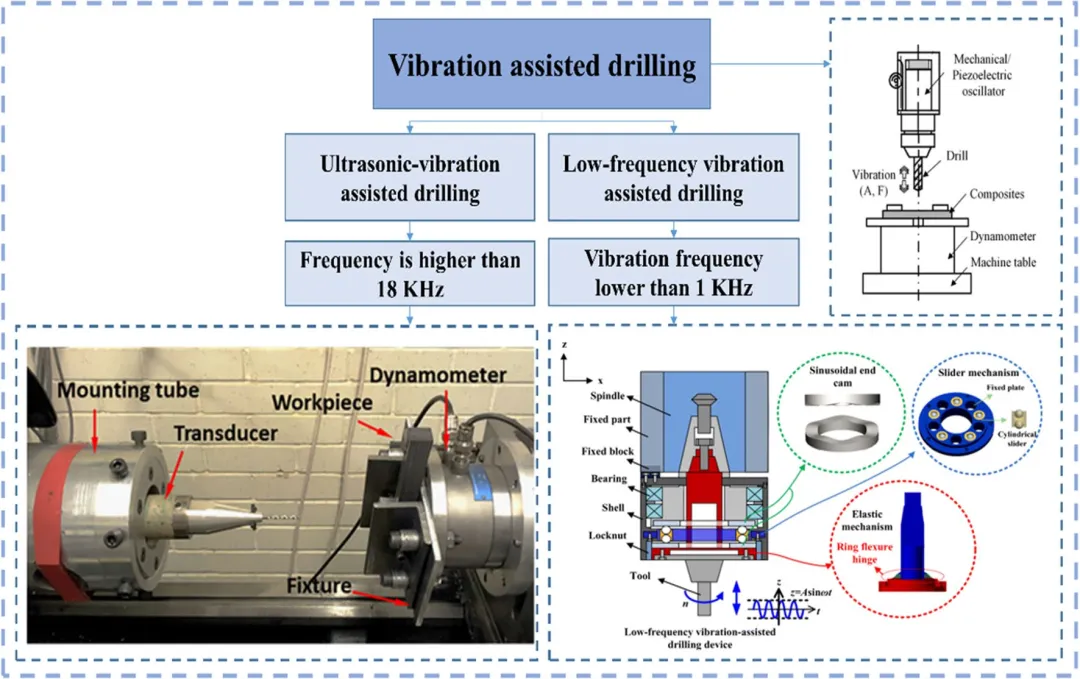
振动辅助钻孔、轨道钻孔可大幅降低切削力与热损伤,适合航空航天高精度制孔;磨料水射流为冷加工工艺,无热损伤,但耗材成本高;激光、电火花钻孔精度高,适合微小孔加工,却存在热影响区、加工效率低等问题;各类复合加工工艺(振动 + 微量润滑、超声 + 钻孔)综合性能最优,是现阶段主流发展方向。 - 绿色制造结论
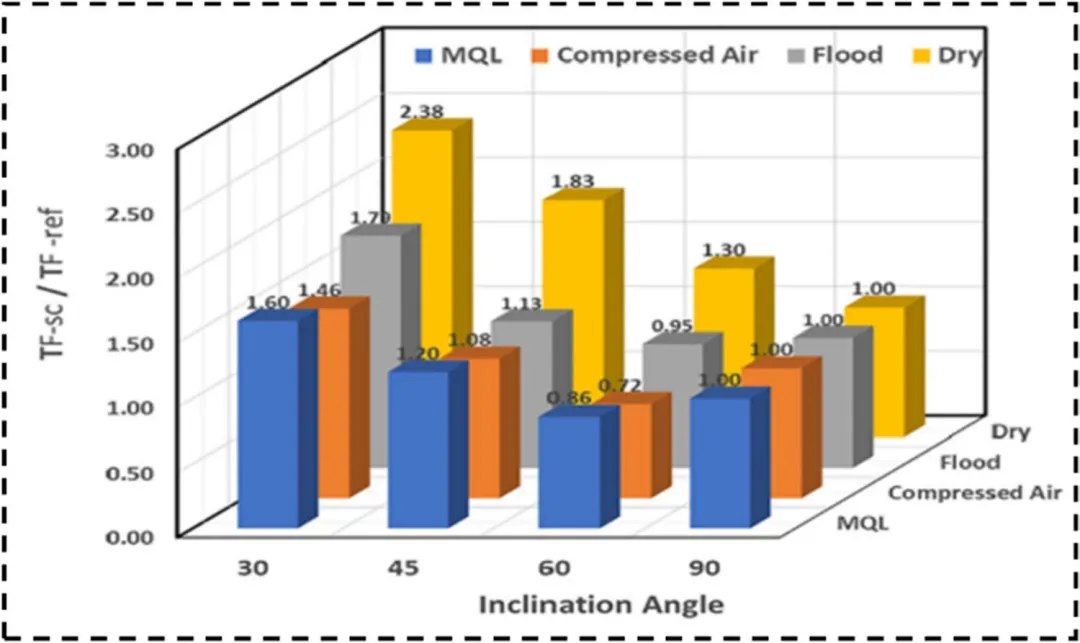
压缩空气冷却、微量润滑(MQL)是 CFRP 钻孔最优绿色方案,相比干切可降低轴向力、延长刀具寿命、减少能耗(最高降幅 25%);低温冷却虽能改善表面质量,但会增大轴向力与分层风险;传统浇注式冷却液存在废液污染、使用成本高的问题,逐步被绿色工艺替代。 - 现存研究不足与未来方向
短板:参数与制孔质量的映射机理不清晰、微观损伤仿真精度低、新型热塑性 CFRP 加工研究偏少、绿色工艺产业化配套不完善; 未来方向:建立多参数耦合的精准预测模型、开发适配 CF/PEKK 等新材料的专用加工工艺、优化纳米润滑剂、磁流变辅助减损等新型绿色技术、搭建实时损伤在线监测系统,最终形成低缺陷、高效率、环境友好的一体化 CFRP 钻孔技术体系。
关于[文章核心观点/现象],你怎么看?
评论区,等你来聊!
激光联盟:聚焦激光加工前沿技术与行业应用,持续分享全球顶尖期刊成果,助力激光加工领域的技术创新与产业发展,更多精彩内容敬请关注!欢迎关注!

关注+转发
你的关注、点赞、转发,是我们最大的动力
欢迎投稿,如有侵权,请及时联系
如发现任何事实性疏漏,欢迎在评论区指正,我们将第一时间核实并更新。感谢!
文章原文阅读:https://link.springer.com/article/10.1007/s00170-024-14317-w
倒计时2天!2025深圳eVTOL展重磅官宣:嘉宾阵容正式揭晓+全议程指南,低空产业发展大会即将开幕
2026深圳eVTOL展区详解|从整机到核心系统,一展看遍低空经济全产业链
2026深圳低空经济展9月启幕!2026深圳eVTOL产业发展大会暨低空经济展览会震撼登陆深圳

 获取原文微信后台联系我们
获取原文微信后台联系我们
联系方式:18914010962、18913557664、19901479960(微信同号)
网址:www.laserjs.cn
邮箱:001@laserjs.cn 2@laserjs.cn 3@laserjs.cn
微信号:长三角G60激光联盟
英文ID:laserjs



