南京航空航天大学[J ALLOY COMPD]: 大变形量双道次深冷轧制 - 时效处理后柱状晶 Cu-Ni-Si 合金的综合性能及强化机制
【简介】
为提升 Cu-Ni-Si 合金的强度与电导率,对柱状晶 C70250 铜合金带材实施两道次大变形量深冷轧制 - 时效处理,探究深冷轧制 - 时效工艺与合金微观组织、力学性能、导电性能之间的关联,并分析合金的析出行为。研究结果表明,连续定向凝固制备的柱状晶 C70250 铜合金可直接进行两道次大变形量深冷轧制 - 时效处理,省去传统固溶处理工序,最终获得含有高密度位错与多尺度析出相的纤维状组织,合金的屈服强度、抗拉强度和电导率分别达到 879MPa、923MPa 和38.7% IACS,强度与电导率的匹配性优异。两道次大变形量深冷轧制可促使合金基体向非晶态转变,有利于原子扩散,溶质原子持续转变为 Ni₂Si 相,Cu 原子不断被排出,形成大尺寸纯 Ni₂Si 析出相和含 Cu 原子的小尺寸 NiSi 团簇相,二者共同阻碍位错运动,实现合金强化。随着多尺度纳米析出相的均匀析出以及晶界密度的降低,合金沿轧制方向的电导率显著提升。
【全文链接】
https://doi.org/10.1016/j.jallcom.2022.168281
【亮点】
(1)研发出一种制备高强度、高电导率 C70250 铜合金的新工艺
(2)借助两道次大变形量深冷轧制构建起元素高速扩散通道
(3)利用 NiSi 相和 Ni₂Si 相的协同作用,使合金获得优异的综合性能
【背景】
Cu-Ni-Si合金因具备高强度、良好的导电和导热性能,在大型引线框架、连接器等电子工程领域拥有广阔的应用前景。
一般而言,时效态铜合金的强化效果主要源于基体中细小的析出相对高密度位错运动的阻碍作用,而高电导率则归因于纯 Cu 基体的特性。在 Cu-Ni-Si 合金中添加微量合金元素,可在时效过程中形成新型析出相,进而同步改善材料的力学和电学性能。除添加微合金元素外,形变热处理也是提升合金综合性能的有效方法。研究人员对 Cu-Ni-Si-Cr 合金开展预变形试验,发现 60% 的预变形量可使合金屈服强度从 559MPa 提升至 667MPa,提升幅度达 19.3%,而电阻率仅从 39.3nΩm降至 38.4nΩm,降幅仅为 2%。另有研究通过多道次冷加工变形 - 时效处理改善 CuNi3Si1Mg 合金的力学和电学性能,与未变形状态相比,合金的抗拉强度提升76%,电导率提升 6.4%。在此过程中,Cu 基体内部的溶质原子可沿位错发生拖曳或迁移,从而促进析出相的形成。此外,大量位错与析出相或晶界发生相互作用,使材料强度显著提升,但电导率通常会受到影响。对晶粒结构、位错和强化相进行多尺度调控,会显著影响材料的力学和电学性能。研究人员通过预冷轧在 Cu-Ni-Si-Zn-Cr-P 合金中引入大量缺陷,促进中间时效过程中析出相的形核,进而在后续轧制过程中产生更多位错,最终使合金的综合性能得到有效提升。还有研究通过连续挤压结合后续形变热处理对 Cu-Ni-Si-Zn-Cr 合金进行处理,获得含有细晶粒、大量析出相和位错的最终组织,使合金具备高抗拉强度、高电导率和良好的塑性。尽管科研人员在实现Cu-Ni-Si 合金高强度和高电导率方面付出了诸多努力,但从铸坯到成品薄带的制备过程仍面临诸多挑战。
深冷轧制已成功应用于形变热处理工艺,可制备出含有高密度位错的超细晶材料。与室温轧制相比,深冷轧制能引入更高的位错密度,并在后续时效过程中诱导析出相形成,显著改善材料的力学性能和电导率。研究人员探究了液氮低温轧制 - 时效处理后 Cu-Ni-Si-Cr 合金的微观组织、力学和电学性能,发现 Cr 微合金化提高了液氮轧制合金的位错密度,并抑制了时效过程中的位错湮灭,与 450℃时效 2h 的 Cu-Ni-Si 合金相比,双道次深冷轧制 - 时效合金的抗拉强度提升 154MPa,电导率提升 4.8%。另有研究采用双道次深冷轧制 - 时效工艺开展试验,发现与单道次室温轧制 - 时效试样相比,双道次深冷轧制 - 时效试样的屈服强度提升 91.3MPa,电导率提升 4.9%。然而,目前相关研究大多集中于超细晶合金的制备,冷模铸造制备的传统等轴晶合金铸坯组织不均匀,冷加工变形量受限,形变热处理后的横向晶界密度较高,电导率的提升空间受到限制。鲜有研究通过双道次深冷轧制 - 时效工艺改善柱状晶 Cu-Ni-Si 合金的综合性能。事实上,双道次深冷轧制 - 时效是一个涉及位错、晶界、孪生和析出相间相互作用的复杂过程,柱状晶Cu-Ni-Si 合金的微观组织演化和析出行为仍存在诸多待解问题。因此,有必要阐明双道次深冷轧制 - 时效对柱状晶合金微观组织演化、析出行为及相应强化机制的影响。
本文提出一种通过连续定向凝固技术制备柱状晶组织 C70250 铜合金铸坯的新方法,将柱状晶带坯直接进行两道次大变形量深冷轧制 - 时效处理,探究两道次大变形量深冷轧制 - 时效工艺对柱状晶 C70250 铜合金晶粒、位错、溶质原子及析出行为的影响,揭示其相应的强化机制,为制备高强度、高电导率 Cu-Ni-Si 合金材料提供一种可行的方法和直接的技术指导。
【图文】
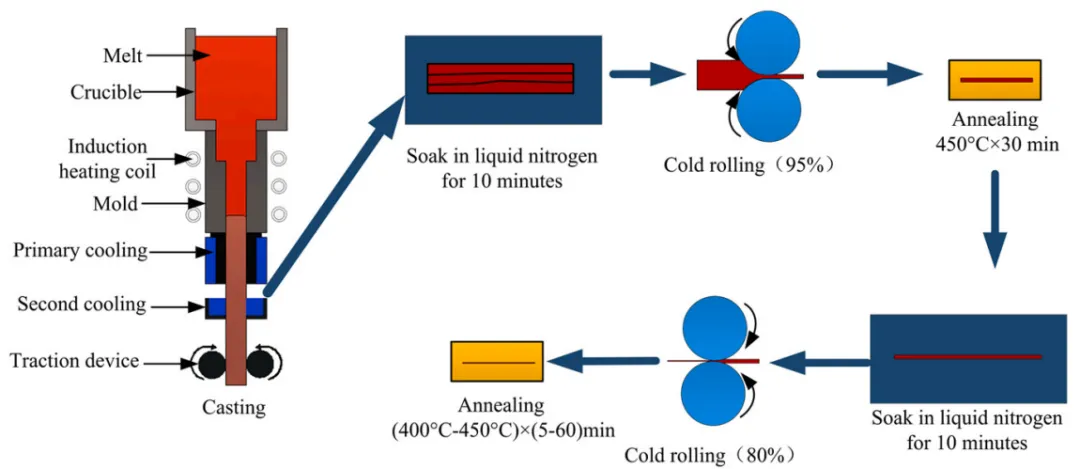
实验采用成分为 Cu-2.79Ni-0.58Si-0.1Mg 的 C70250 铜合金,通过差示扫描量热法测得该铜合金的液相线和固相线温度分别为 1089℃和 1054℃。将铸锭去除表面杂质后,在定向凝固炉中于 1200℃下熔化,保温 10min 后,启动牵引辊进行定向凝固操作。本试验采用的定向凝固参数如下:熔液温度 1200℃,铸造速度 10mm/min,冷却水流速 500L/h。对带坯进行变形量 95% 的深冷轧制,深冷轧制工艺为将试样浸入液氮后进行多道次轧制,每道次压下率 20%,每道次轧制后立即将试样浸入液氮 10min,随后在 450℃下时效 30min。紧接着,对时效后的试样进行变形量 80% 的二次深冷轧制,最后将试样分别在 400℃、450℃和 500℃下进行 5min、15min、30min、45min 和 60min 的最终时效处理,工艺示意图见图 1。
图 1 柱状晶合金深冷轧制 - 时效处理工艺示意图
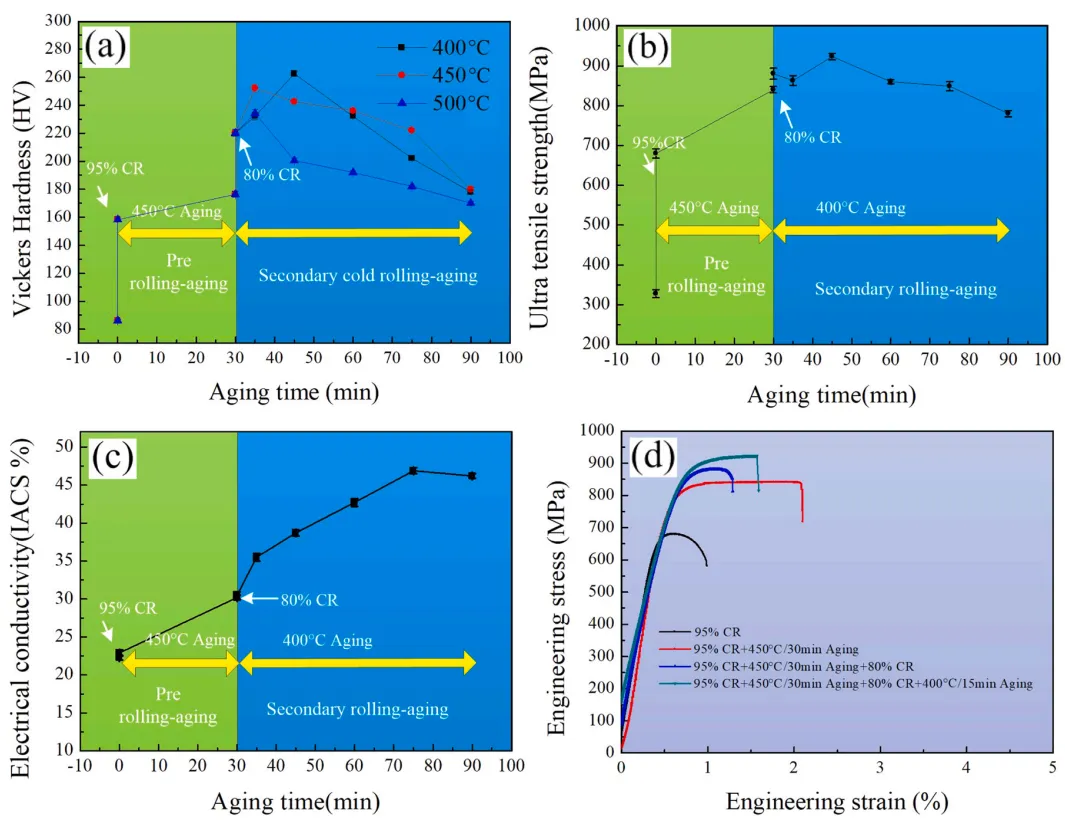
图 2 柱状晶 C70250 铜合金两道次大变形量深冷轧制 - 时效过程中的性能变化:(a) 硬度;(b) 抗拉强度;(c) 电导率;(d)应力 - 应变曲线
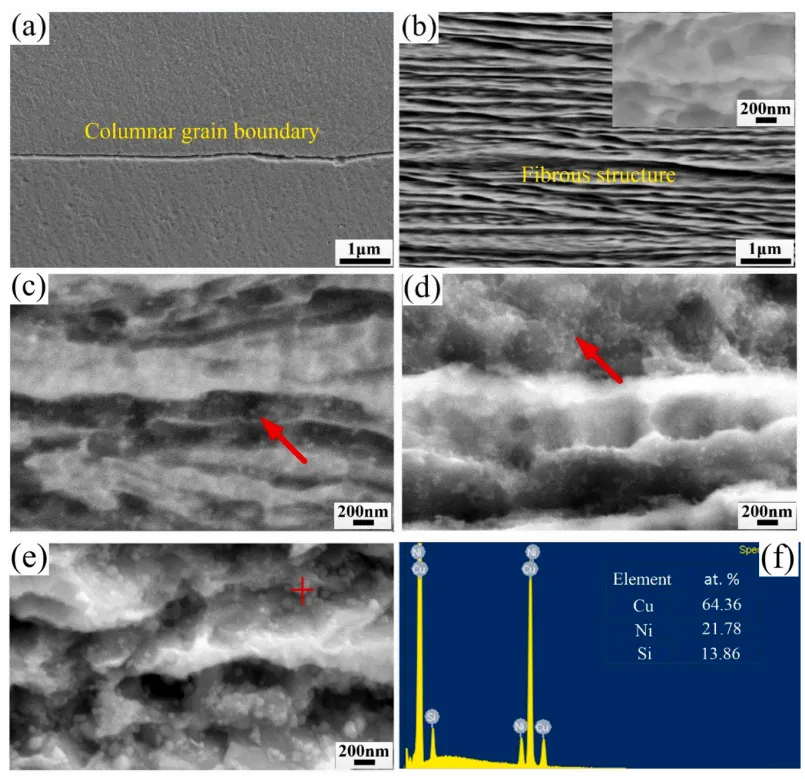
图 3 不同深冷轧制 - 时效状态下合金的扫描电子显微镜图像:(a) 铸态;(b) 95% 压下率深冷轧制态;(c) 95% 深冷轧制 + 450℃时效 30min;(d) 95% 深冷轧制+ 450℃时效 30min+80% 深冷轧制 + 400℃时效 15min;(e) 95% 深冷轧制+ 450℃时效 30min+80% 深冷轧制 + 400℃时效 60min;(f) 为 (e) 中红色十字处析出相的能谱图
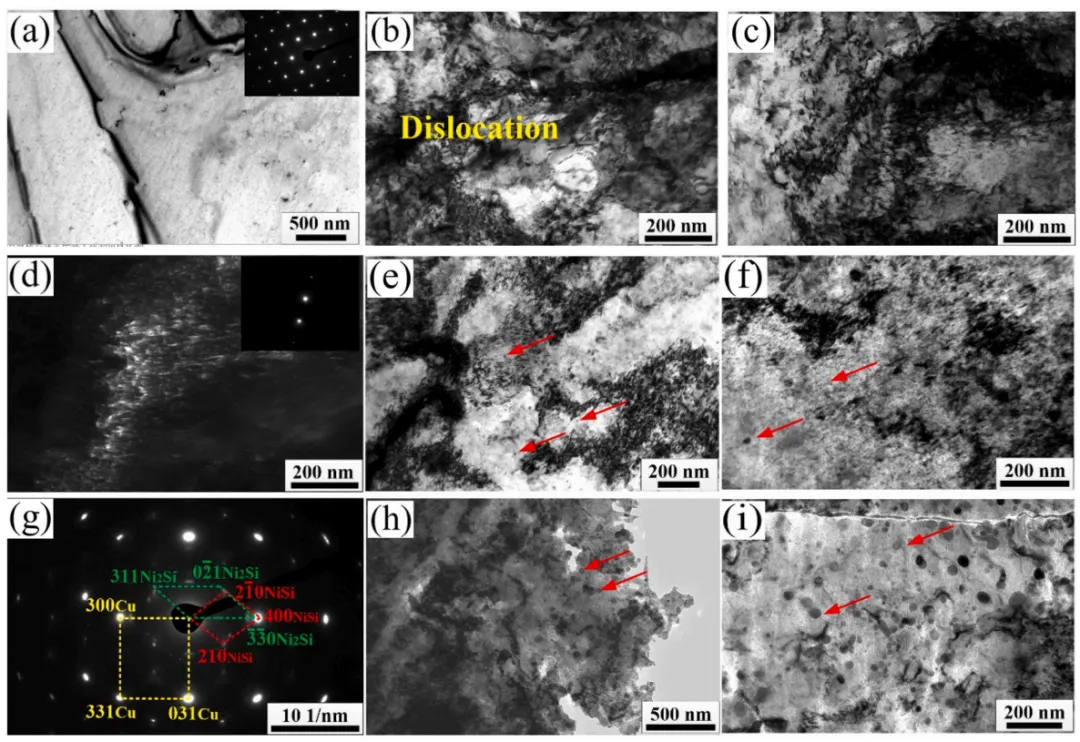
图 4 不同深冷轧制 - 时效状态下合金的透射电子显微镜图像:(a) 铸态;(b) 95% 深冷轧制态;(c)(d) 95% 深冷轧制 + 450℃时效 30min 合金的明场和暗场图像;(e) 95% 深冷轧制 + 450℃时效 30min+80% 深冷轧制态;(f)(h)(i) 95% 深冷轧制 + 450℃时效 30min+80% 深冷轧制 + 400℃时效 15min 态;(g) 为 (f) 的选区电子衍射图谱
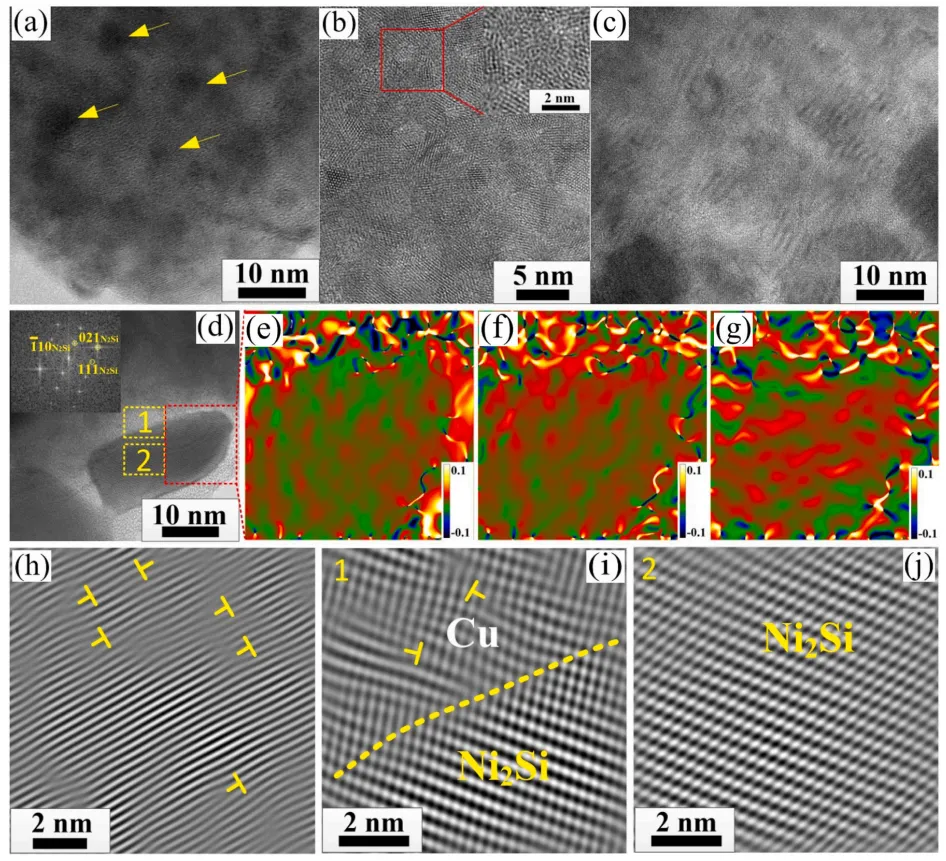
图 5 不同深冷轧制 - 时效状态下合金的高分辨透射电子显微镜图像:(a)(b) 95% 深冷轧制 + 450℃时效 30min 态;(c) 95% 深冷轧制 + 450℃时效 30min+80% 深冷轧制 + 400℃时效 15min 态;(d)二次时效态的大尺寸析出相;(e)(f)(g) 分别为图 5 (d) 中红色框选区域的几何相位分析应变场;(h) 为 (a)的局部傅里叶逆变换图像;(i)(j) 为 (d) 中 1、2 区域的傅里叶逆变换图像
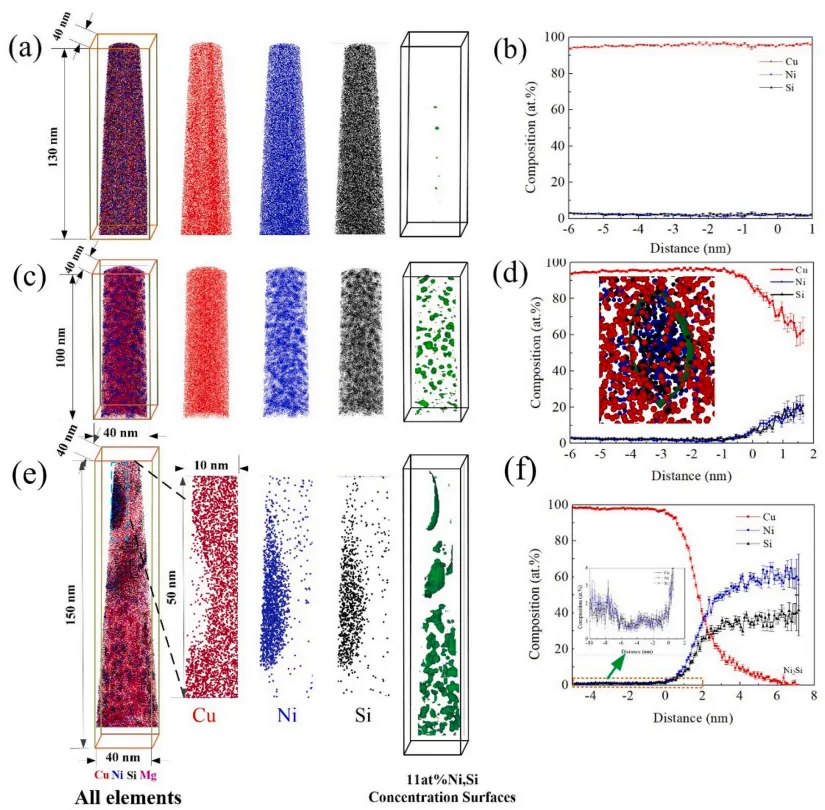
图 6 C70250 铜合金深冷轧制 - 时效过程中溶质原子的三维原子探针图像:(a)(b) 铸态合金中 Cu、Ni、Si 的原子分布图和一维浓度曲线;(c)(d) 一次时效态合金中 Cu、Ni、Si 的原子分布图和一维浓度曲线;(e)(f) 二次时效态合金中 Cu、Ni、Si 的原子分布图和一维浓度曲线
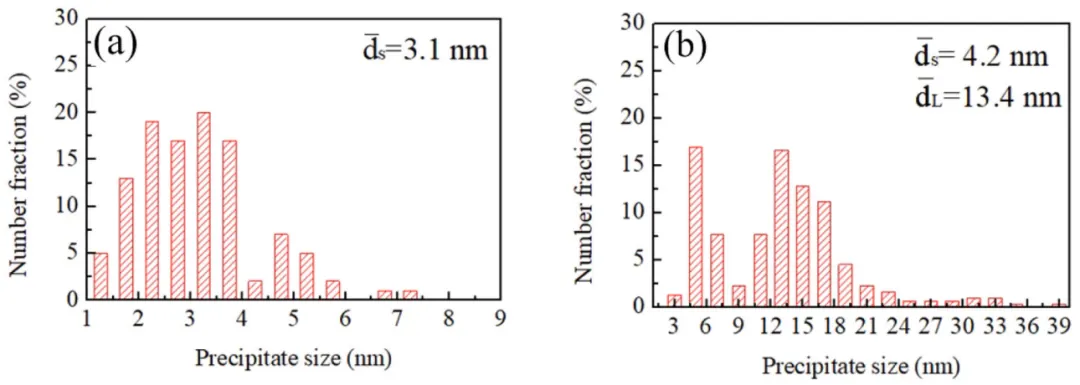
图 7 一次时效和二次时效状态下合金析出相的尺寸分布:(a) 一次时效工艺;(b) 二次时效工艺
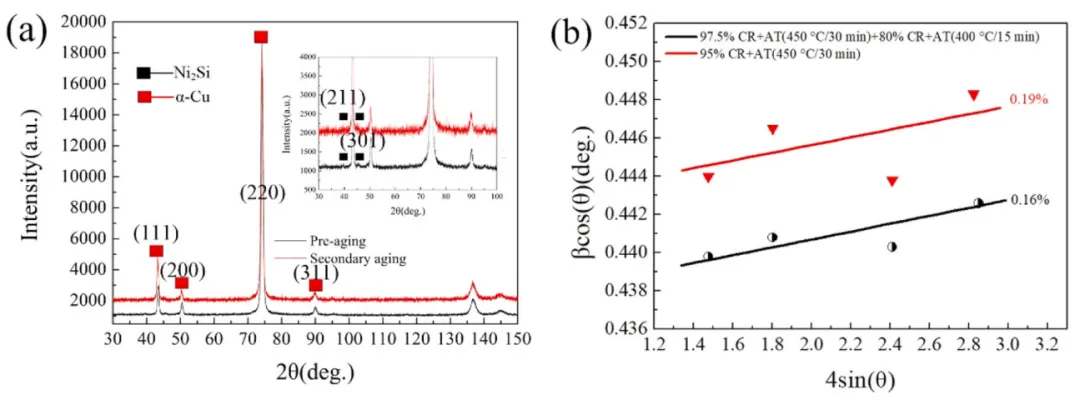
图 8 柱状晶合金深冷轧制 - 时效处理后的 X 射线衍射图谱及 βcosθ 与4sinθ 的关系:(a) X 射线衍射图谱;(b)βcosθ 与 4sinθ 的关系
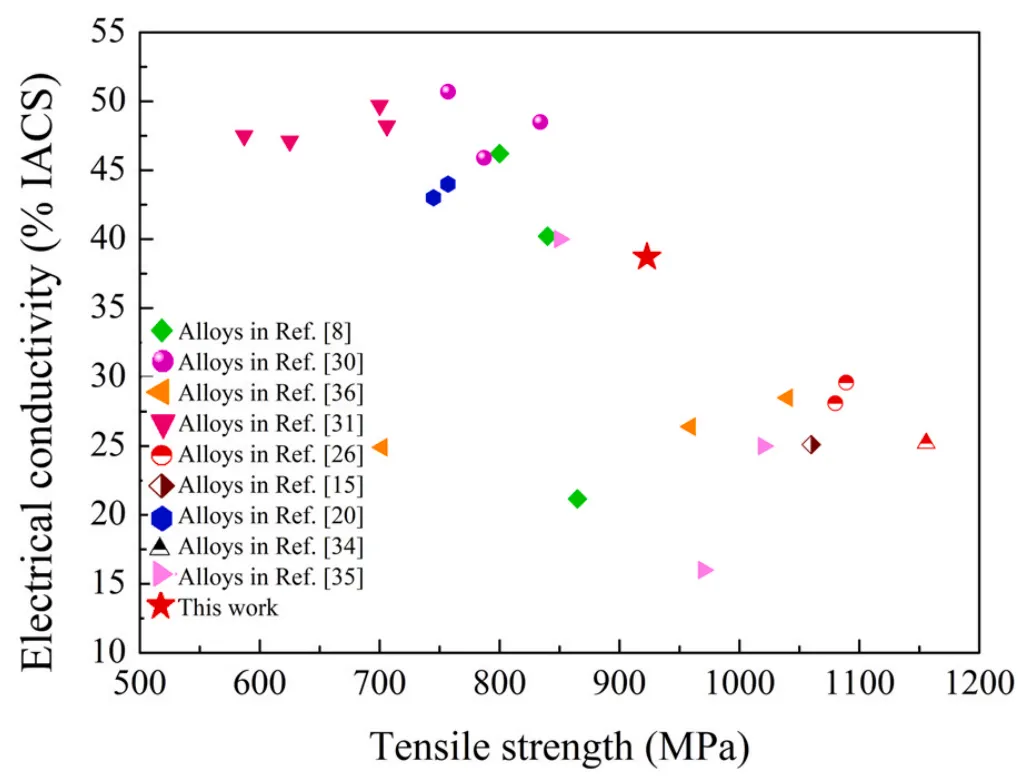
图 9 不同工艺条件下 Cu-Ni-Si 合金强度与电导率的对比图
【结论】
1. 提出连续定向凝固 - 两道次大变形量深冷轧制 + 时效处理制备 C70250 铜合金带材的新工艺,省去了传统的固溶处理工序。柱状晶合金经 95% 压下率深冷轧制 + 450℃预时效 30min+80% 压下率深冷轧制 + 400℃二次时效 15min 处理后,抗拉强度达到 923MPa,电导率达到 38.7% IACS,综合性能优异。
2. 双道次大变形量深冷轧制可促使合金基体向非晶态转变,形成强应变场,有利于原子的短程扩散。通过三维原子探针分析发现,Ni、Si 原子持续排出 Cu 原子,形成大尺寸纯 Ni₂Si 析出相和含 Cu 原子的小尺寸 NiSi 团簇相,二者共同阻碍位错运动,提升合金强度。
3. 合金的高强度和高电导率主要归因于 NiSi 团簇相和 Ni₂Si 纳米析出相的充分均匀析出,多尺度析出相是合金强化的主要贡献者。随着多尺度纳米析出相的均匀析出以及晶界密度的降低,合金沿轧制方向的电导率显著提升。
【声明】
*以上图文版权归原作者所有,如有侵权请联系删除!
邮箱:copper_proc_res@foxmail.com