International Journal of Thermal Sciences|4.9|中科院2区| Q1|
导读
焊缝表面形貌直接反映工艺稳定性与接头质量。在TC4钛合金的单光束激光焊接中,熔池流动不稳定与能量输入集中常导致表面粗糙、波纹或塌陷等问题。相比之下,可调环形光斑激光焊接能够更均匀地分配能量,稳定熔池行为,提升焊缝表面平整度。本研究针对6 mm厚TC4钛合金板材的环形光斑激光焊接展开,系统探讨了环芯比与离焦量对焊缝形貌与熔池流动行为的影响。实验结果表明,这两个参数通过改变熔池几何形状、熔透行为与表面特征,显著影响焊缝成形。为阐明其物理机制,建立了耦合焓-多孔介质法与流体体积法的热-流数值模型,并考虑了蒸汽反冲压力、马兰戈尼对流与浮力作用。数值模拟结果与实验观察高度吻合,表明降低环芯比可减小表面粗糙度、集中温度场并增强流体流动,最大表面流速达0.705 m/s;而增大离焦量则使能量分布更宽,形成更宽而浅的熔池,同时熔深与反冲压力降低,最大表面流速下降至0.397 m/s。分析揭示了反冲压力与马兰戈尼环流在决定最终焊缝形貌中的关键协同作用。这些发现为控制钛合金环形光斑激光焊接的表面完整性与熔深提供了重要依据,并为平板焊接应用的参数优化提供了实践指导。
主要图表
图1. 实验装置示意图:(a) ARM激光焊接系统;(b) 光束光斑;(c) 理想光束能量强度分布。
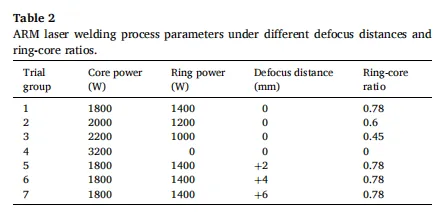
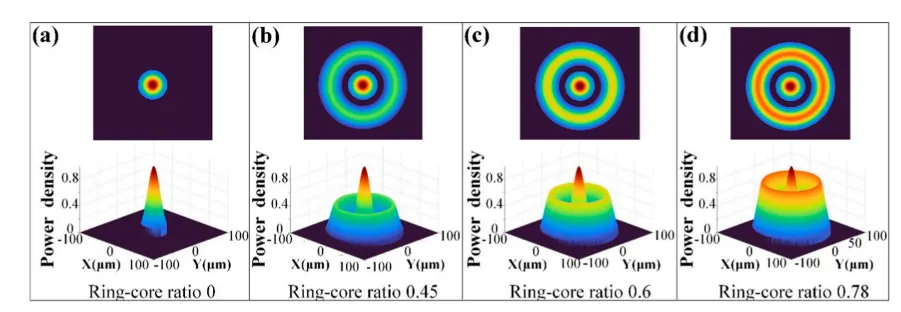
图2. 不同环核比下激光束能量分布示意图:(a) 环核比 = 0;(b) 环核比 = 0.45;(c) 环核比 = 0.60;(d) 环核比 = 0.78。
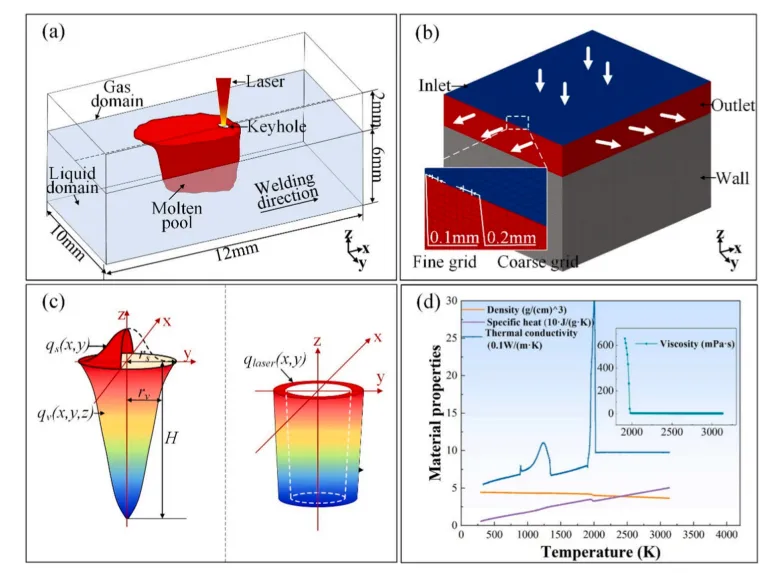
图3. TC4钛合金板材ARM激光焊接计算域网格模型及边界条件:(a) 几何模型尺寸;(b) 网格模型与边界条件;(c) 热源模型;(d) TC4钛合金热物理参数.
图4. 电子束能量强度分布:(a) 理想环形电子束;(b) 本研究获得的模拟能量分布。
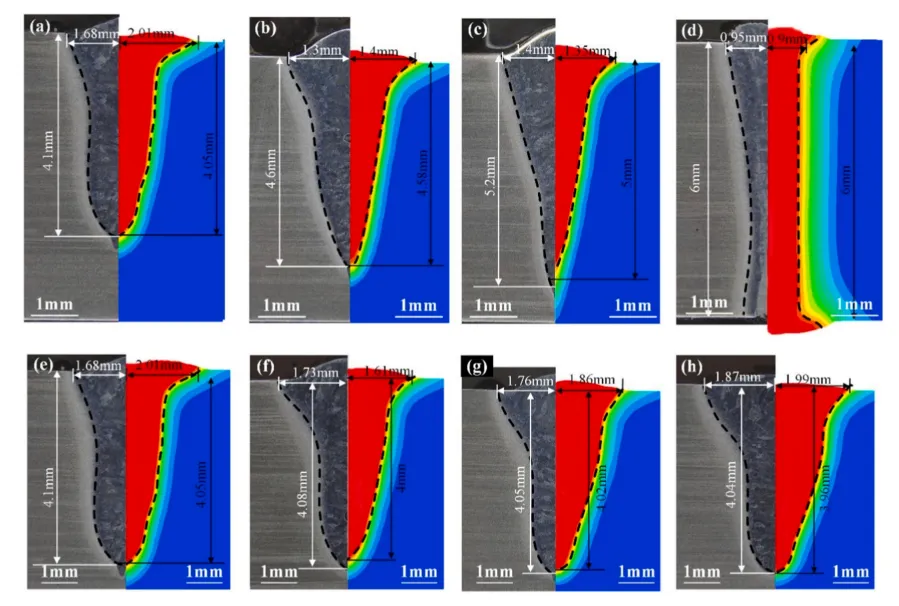
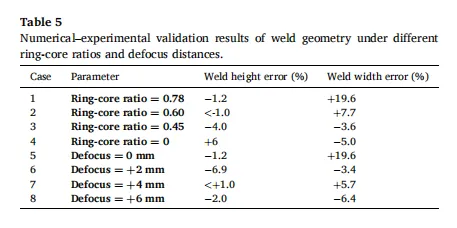
图5. 不同环核比与离焦距离下数值模拟模型的验证:(a) 环核比=0.78;(b) 环核比=0.60;(c) 环核比=0.45;(d) 环核比=0;(e) 离焦距离=0 mm;(f) 离焦距离=2 mm;(g) 离焦距离=4 mm;(h) 离焦距离=6 mm。
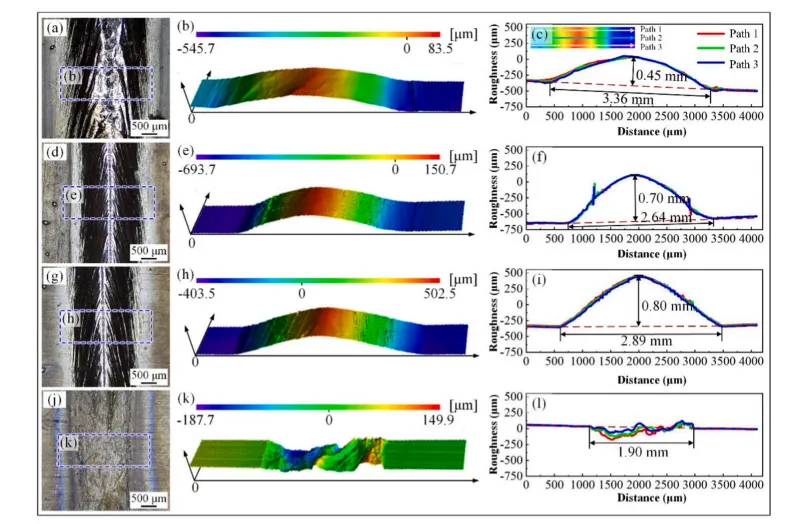
图6. 不同环芯比下焊缝表面形貌:(a–c) 环芯比=0.78;(d–f) 环芯比=0.60;(g–i) 环芯比=0.45;(j–l) 环芯比=0.
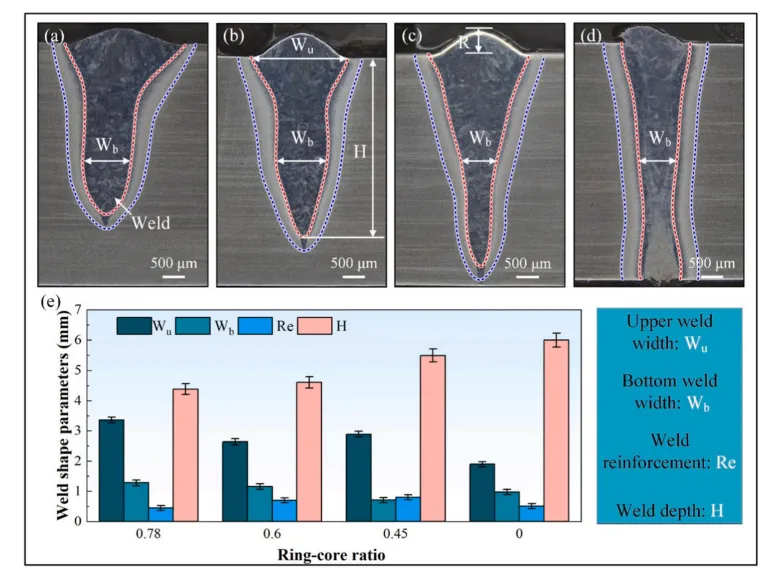
图7. 不同环芯比下焊缝的横截面形态:(a) 环芯比=0.78;(b) 环芯比=0.60;(c) 环芯比=0.45;(d) 环芯比=0;(e) 焊缝几何尺寸的柱状图(含误差线)。
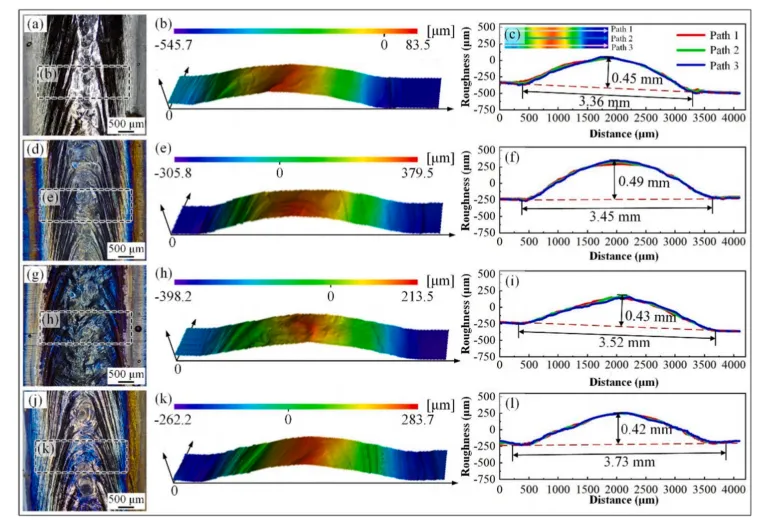
图8. 不同离焦距离下的焊接形态:(a–c) 离焦距离 = 0 mm;(d–f) 离焦距离 = +2 mm;(g–i) 离焦距离 = +4 mm;(j–l) 离焦距离 = +6 mm。
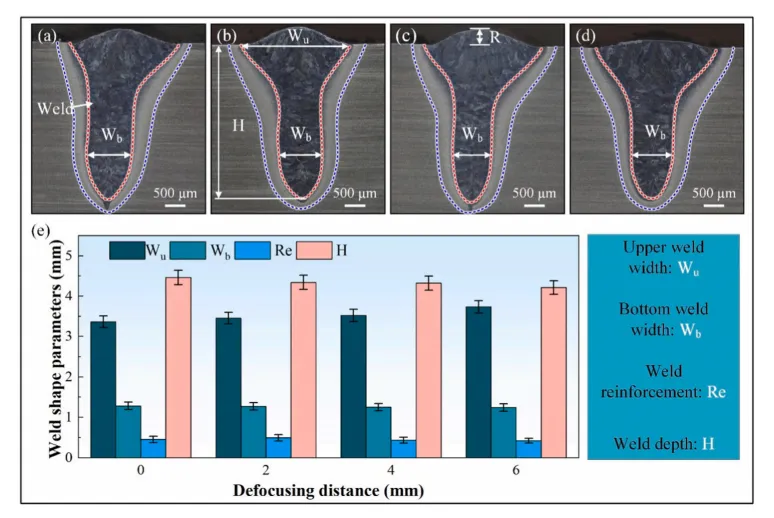
图9. 不同离焦距离下焊缝的横截面形态:(a) 离焦距离=0 mm;(b) 离焦距离=+2 mm;(c) 离焦距离=+4 mm;(d) 离焦距离=+6 mm;(e) 焊缝几何尺寸的柱状图(含误差线)。
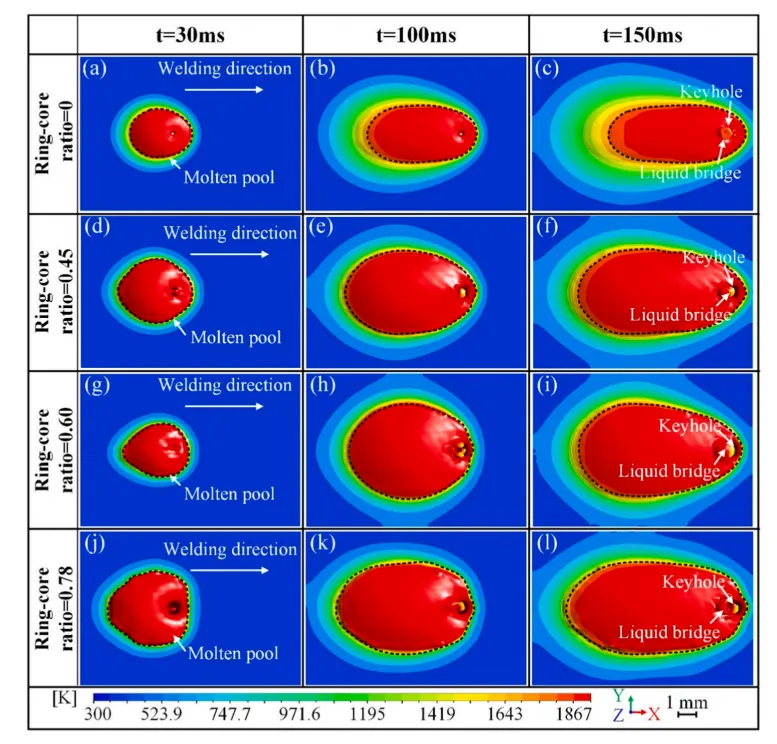
图10. 不同环芯比下熔池表面温度场随时间的分布及演变过程:(a–c) 环芯比=0;(d–f) 环芯比=0.45;(g–i) 环芯比=0.60;(j–l) 环芯比=0.78。
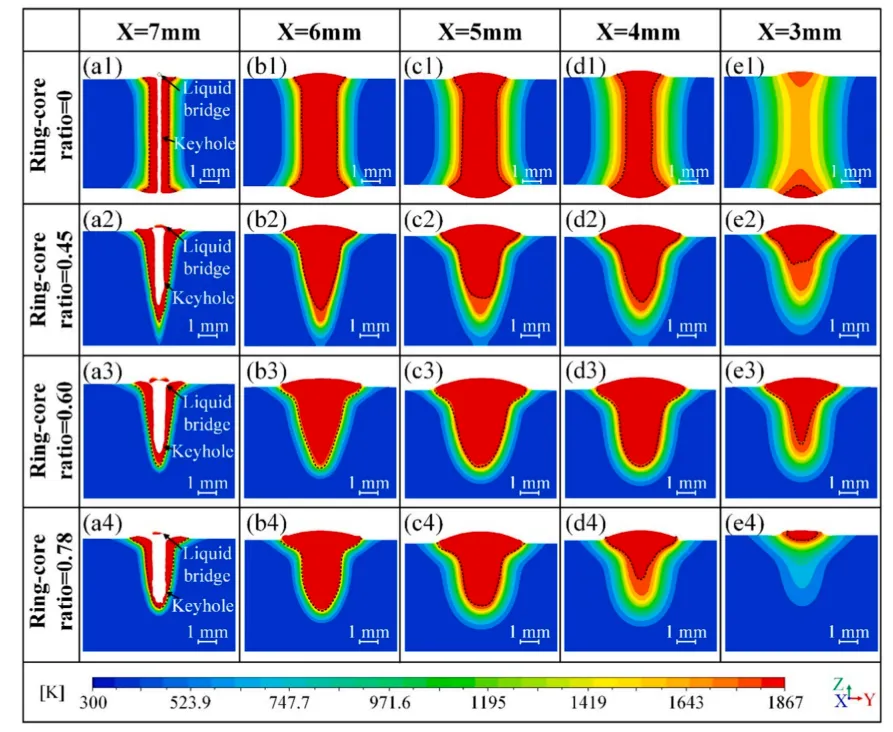
图11. 不同环芯比下ARM激光焊接池对TC4平板结构不同横截面轮廓形貌的影响。
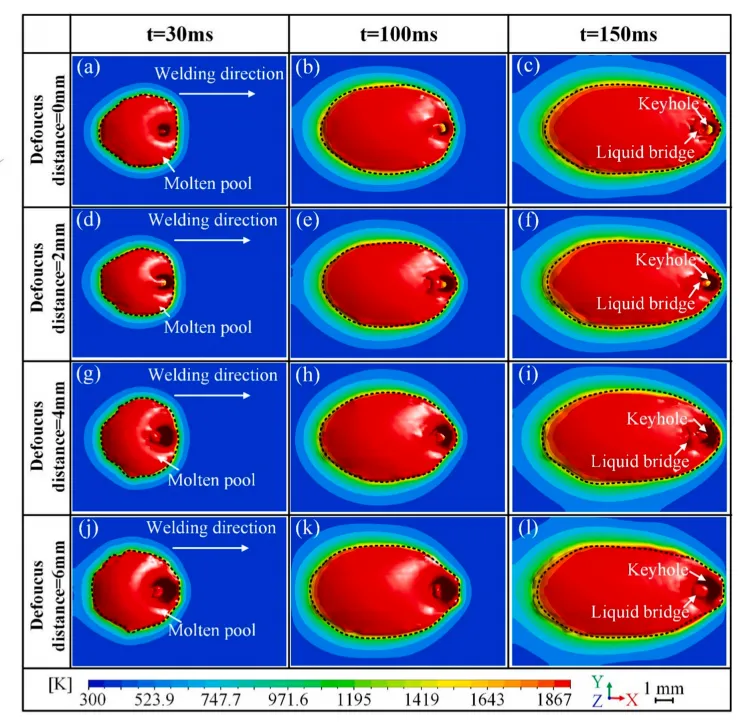
图12. 不同离焦距离下熔池表面温度场随时间的分布与演变:(a–c) 离焦距离 = 0 mm;(d–f) 离焦距离 = +2 mm;(g–i) 离焦距离 = +4 mm;(j–l) 离焦距离 = +6 mm。
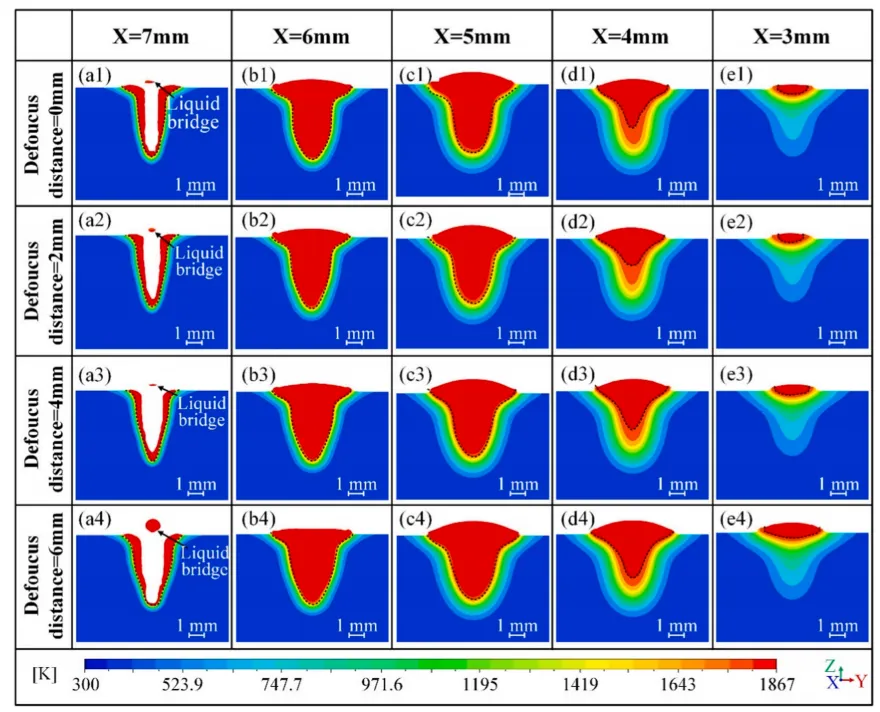
图13. TC4平板结构中ARM激光焊接熔池不同横截面的轮廓形态(不同离焦距离下的对比):(a1–e1) 离焦距离=0 mm;(a2–e2) 离焦距离=+2 mm;(a3–e3) 离焦距离=+4 mm;(a4–e4) 离焦距离=+6 mm。
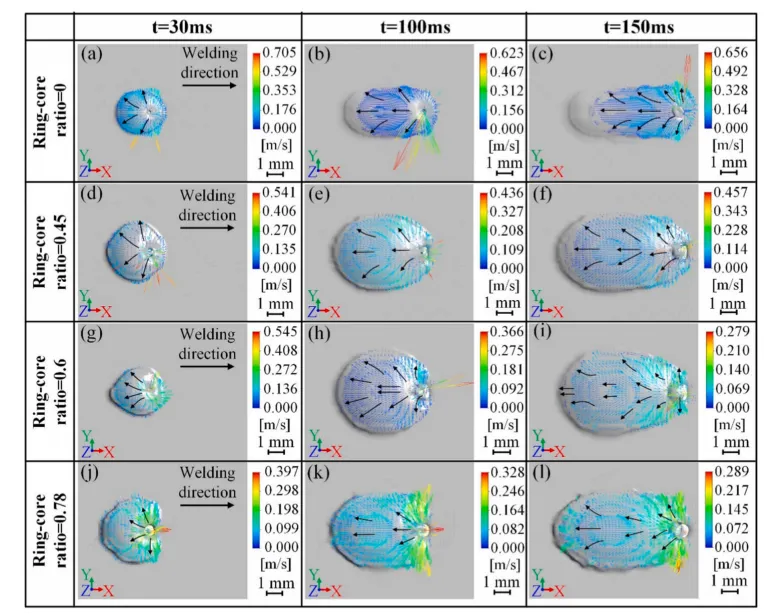
图14. 不同环芯比下ARM激光焊接TC4平板熔池表面流动随时间变化的条件:(a–c) 环芯比=0;(d–f) 环芯比=0.45;(g–i) 环芯比=0.60;(j–l) 环芯比=0.78。
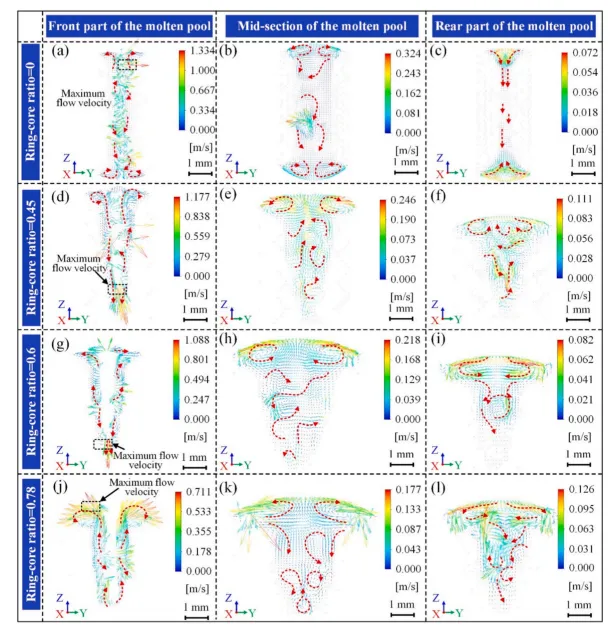
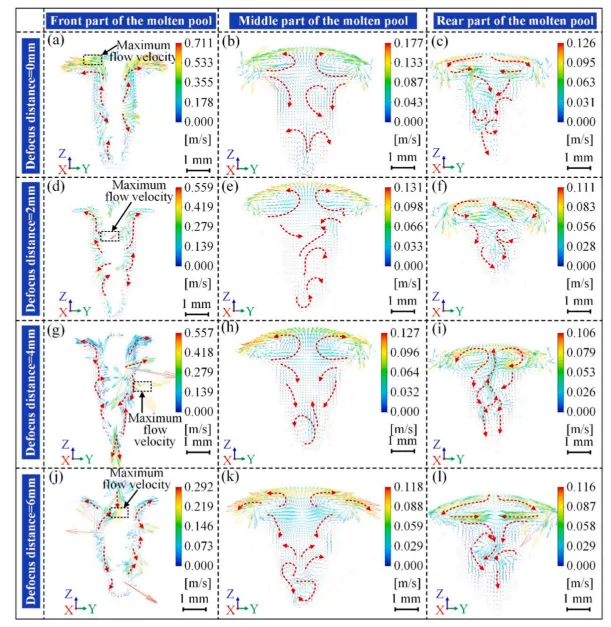
图15. 不同环芯比下熔池前端、中部及后端横截面的流动模式:(a–c) 环芯比=0;(d–f) 环芯比=0.45;(g–i) 环芯比=0.60;(j–l) 环芯比=0.78。
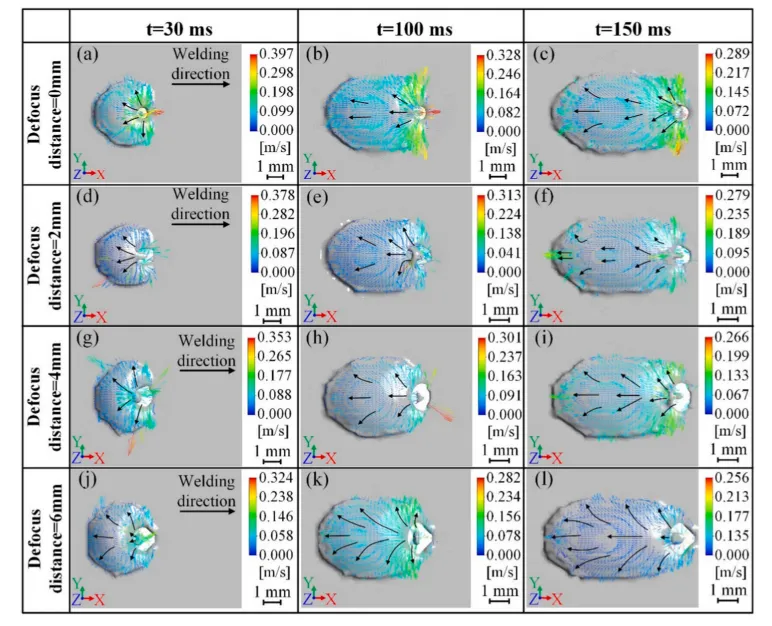
图16. ARM激光焊接熔池TC4平板在不同离焦距离下的表面流动状态:(a–c) 离焦距离=0 mm;(d–f) 离焦距离=+2 mm;(g–i) 离焦距离=+4 mm;(j–l) 离焦距离=+6 mm。
图17. 不同离焦距离下熔池前、中、后截面的流动模式:(a–c) 离焦距离 = 0 mm;(d–f) 离焦距离 = +2 mm;(g–i) 离焦距离 = +4 mm;(j–l) 离焦距离 = +6 mm。
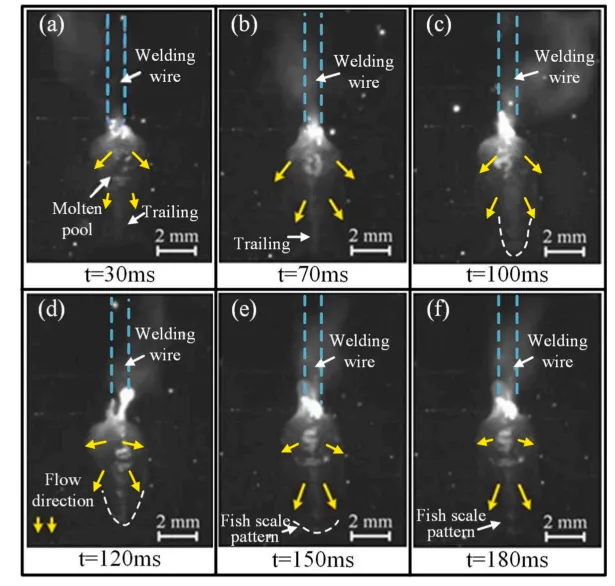
图18. TC4钛合金板材ARM焊接过程中熔池演变的高速成像:(a) t = 30 ms;(b) t = 70 ms;(c) t = 50 ms;(d) t = 120 ms;(e) t = 150 ms;(f) t = 180 ms。
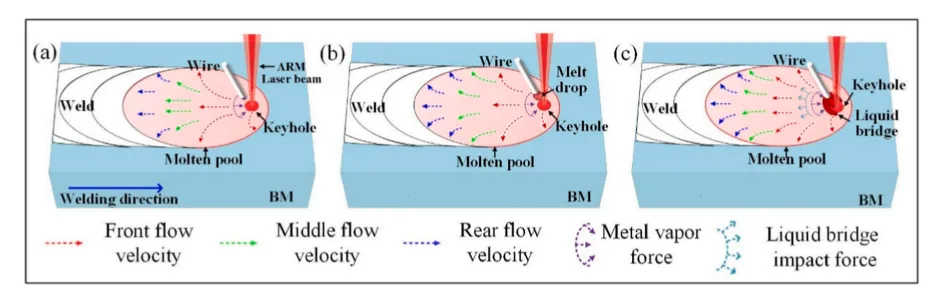
图19. TC4钛合金板材ARM焊接过程中熔池的表面流动状态:(a)熔池稳定流动阶段;(b)焊丝开始熔化阶段;(c)液桥稳定形成阶段。
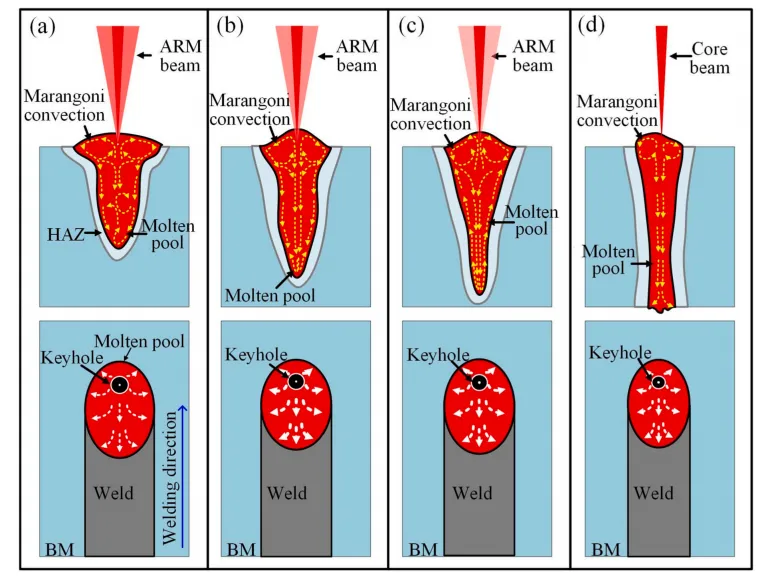
图20. 环芯比对TC4钛合金板在ARM焊接中熔池形态的影响机制:(a) 环芯比=0.78;(b) 环芯比=0.60;(c) 环芯比=0.45;(d) 环芯比=0.
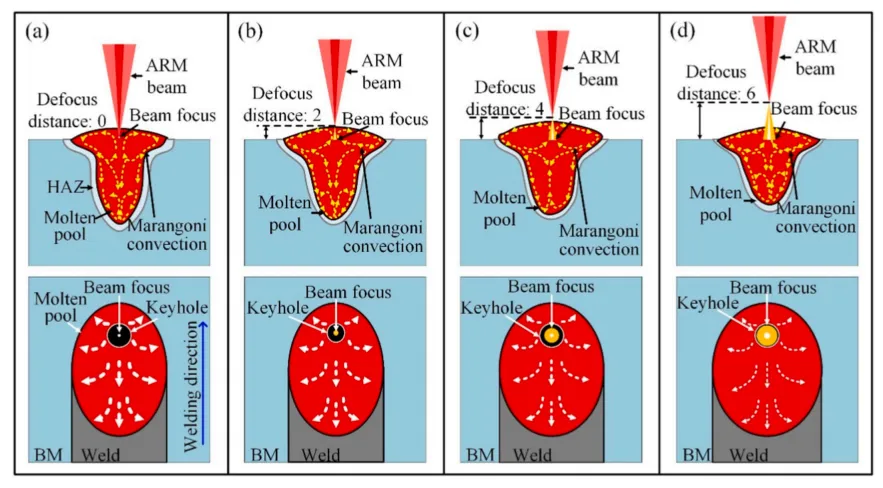
图21. 脱焦距离对ARM焊接TC4钛合金板熔池形态的影响机制:(a) 脱焦距离=0 mm;(b) 脱焦距离=+2 mm;(c) 脱焦距离=+4 mm;(d) 脱焦距离=+6 mm。
主要结论
本研究构建了一种新型复合热源模型,用于模拟环形光斑激光焊接过程。尽管该模型对物理现实进行了数学简化,但其结果与实验结果取得了较好的一致性,为阐明内在物理机制提供了可靠的计算框架。主要发现归纳如下:
当环芯比从0增至0.78时,能量分布从中心峰值向环形模式转变,导致熔深减少36.9%,熔宽增加43.4%,形成表面质量改善的浅宽型焊缝,此时熔池流动以马兰戈尼流为主导。
离焦量从0扩大至+6 mm会使能量分散,削弱蒸汽反冲压力,导致焊缝宽度增加11%、熔深减少3.9%,同时表面粗糙度有所上升。
低环芯比使能量集中,流体流动速度增强至0.705 m/s,有利于实现深熔焊;而高离焦量使能量分布拓宽,反冲压力与表面流速降低至0.397 m/s。
环形光斑激光技术通过策略性地调整光束能量分布与环芯比,实现了对熔池表面流动及最终焊缝特性的精确调控。
未来研究将重点延伸至环形光斑激光焊接下TC4钛合金的微观组织演变与力学性能分析。此外,可进一步探究环芯比与离焦量等复合工艺参数对焊接缺陷、残余应力及接头性能的影响。将所建立的数值模型与微观组织及力学模拟相结合,将为理解工艺参数、熔池动力学和最终焊接质量之间的关联提供更全面的认知。
主要信息
Experimental and numerical analysis of molten pool dynamics in adjustable ring-mode laser welding of TC4 titanium alloys
https://doi.org/10.1016/j.ijthermalsci.2025.110548
本文版权归原作者所有,仅供交流学习之用,最终解释权归本公众号(激光制造研究)所有。欢迎课题组招生、文章宣传、招聘等各类信息的投稿(免费)。
 10个月宝宝每天需要喝多少奶粉?
10个月宝宝每天需要喝多少奶粉?
