【南京航空航天大学&苏州大学】激光内送粉熔覆沉积 K4002 镍基高温合金表面 Inconel 625 涂层:工艺与多物理场模拟研究
- 2026-05-15 19:54:20
坚持专心 丨保持专注 丨 铸就专业
点击 长三角G60激光联盟 关注/ 置顶公众号 |
新闻资讯 |技术文章 | 会议论坛 | 产业招商 |


长三角G60激光联盟导读
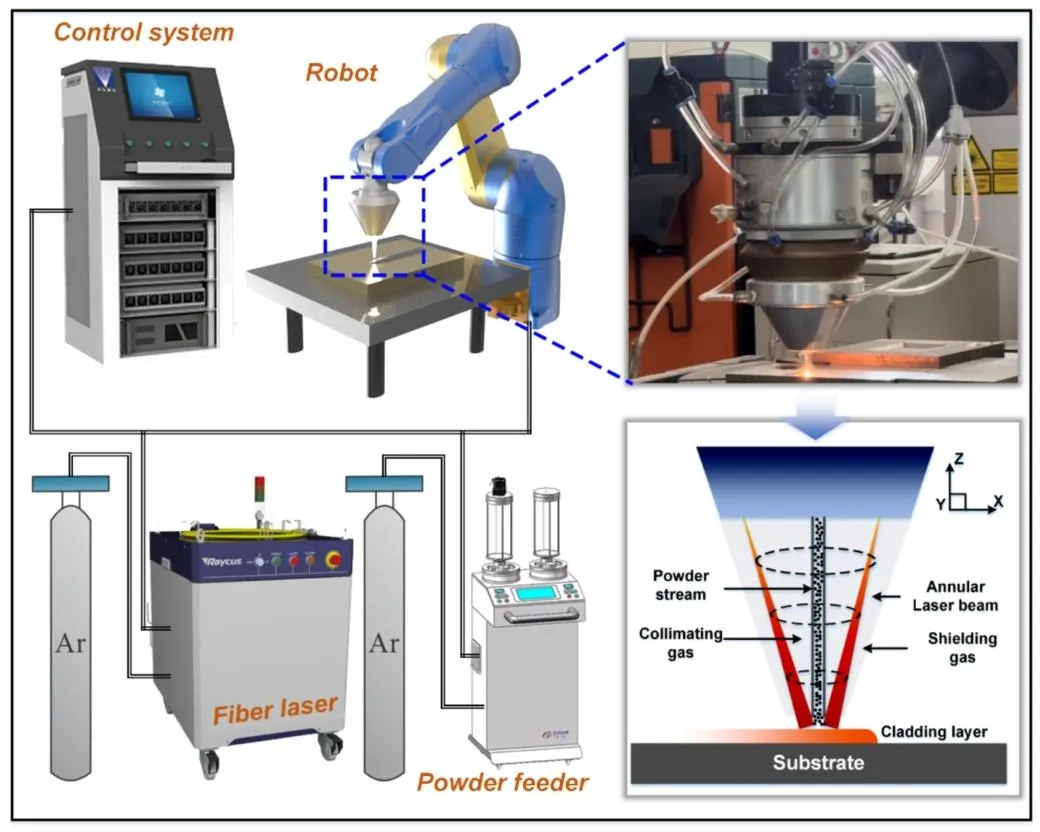
针对难焊接镍基高温合金铸件缺陷修复难题,本文提出激光内送粉熔覆沉积(IMF‑LCD)新技术,结合实验与多物理场热流耦合模拟,系统揭示工艺‑形貌‑组织‑性能关联机制,为航空发动机热端部件高质修复提供理论与技术支撑。
01
文章导读

摘要
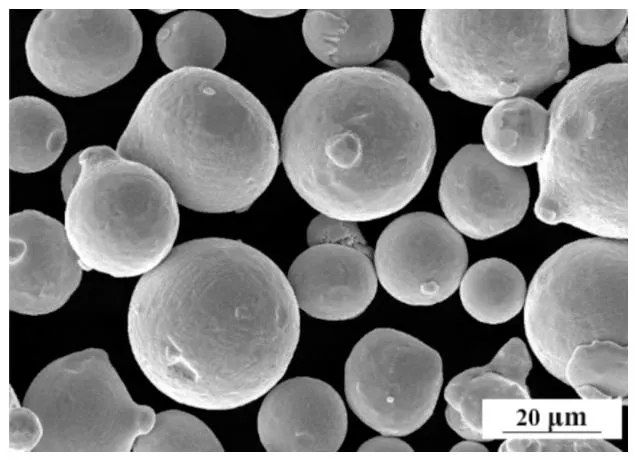
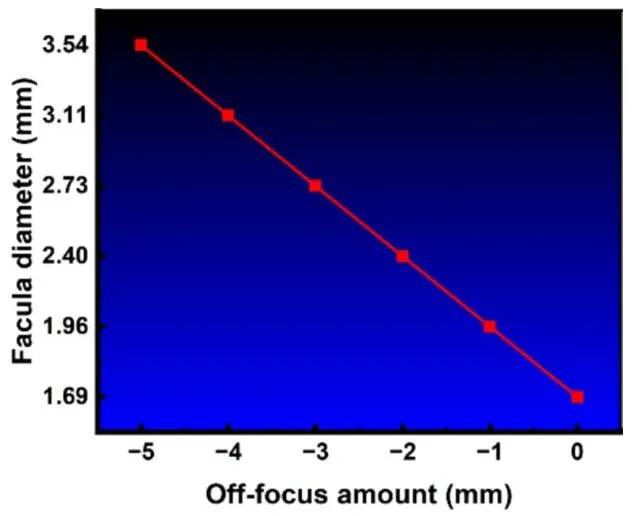
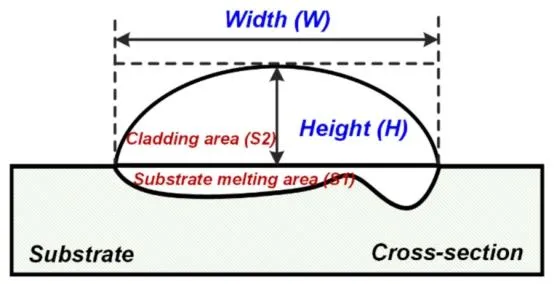
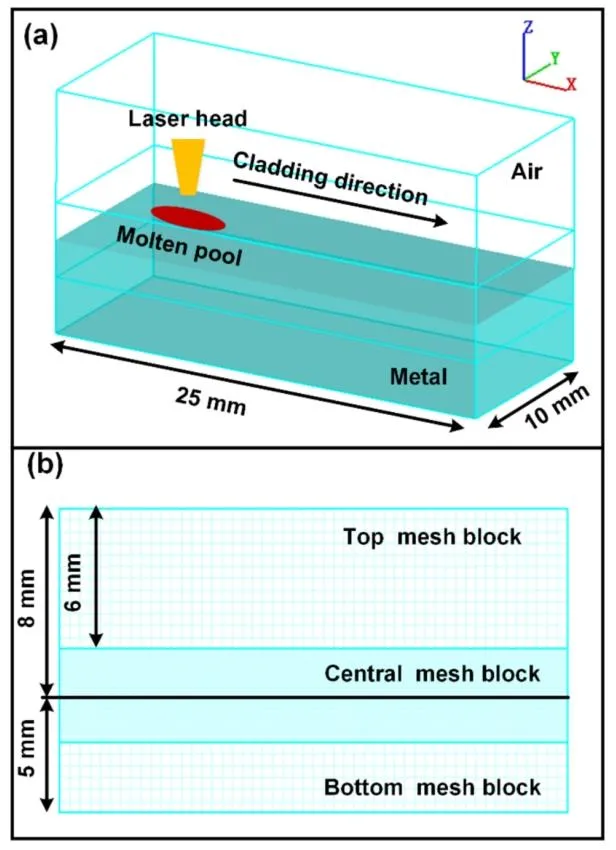
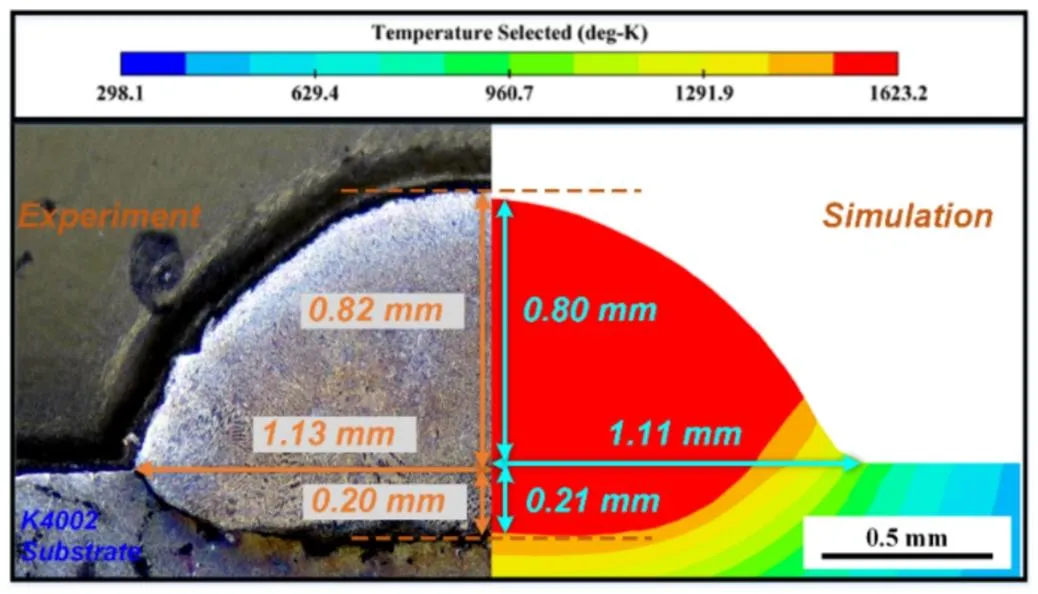
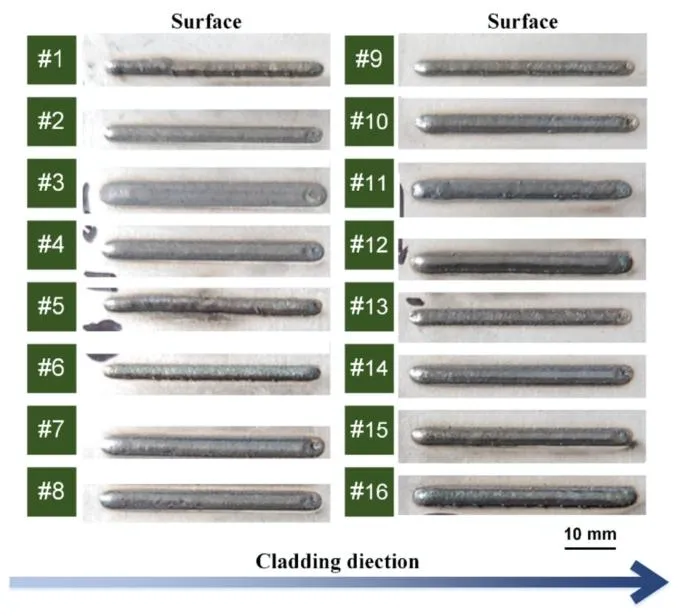
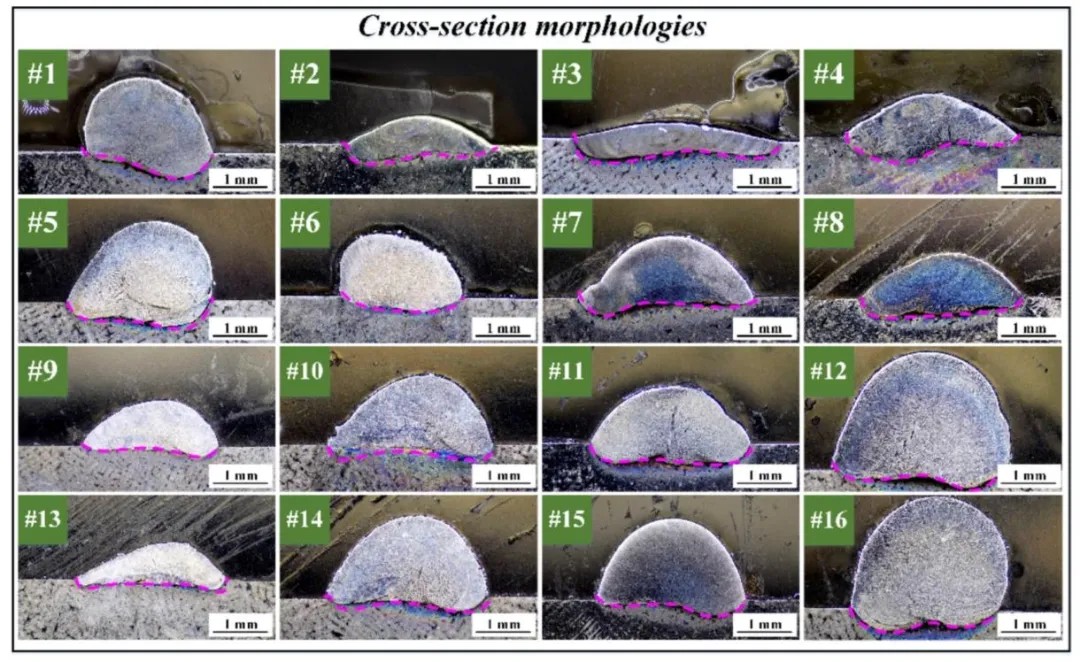
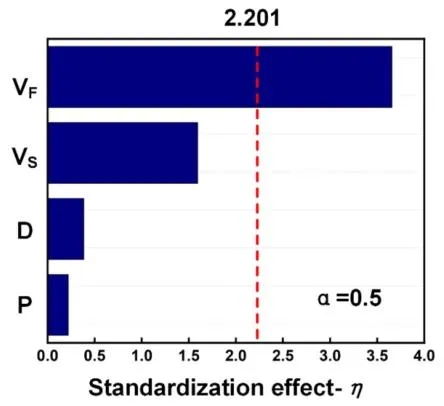
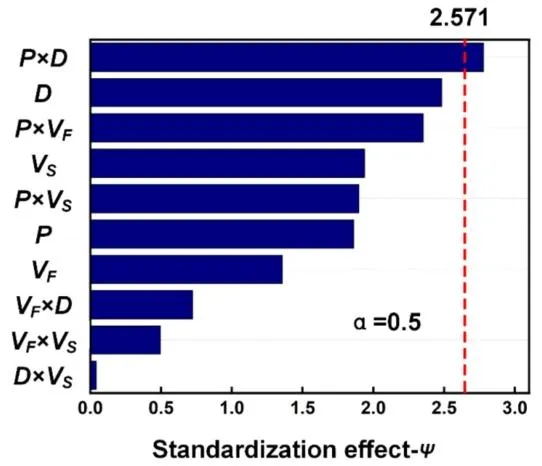
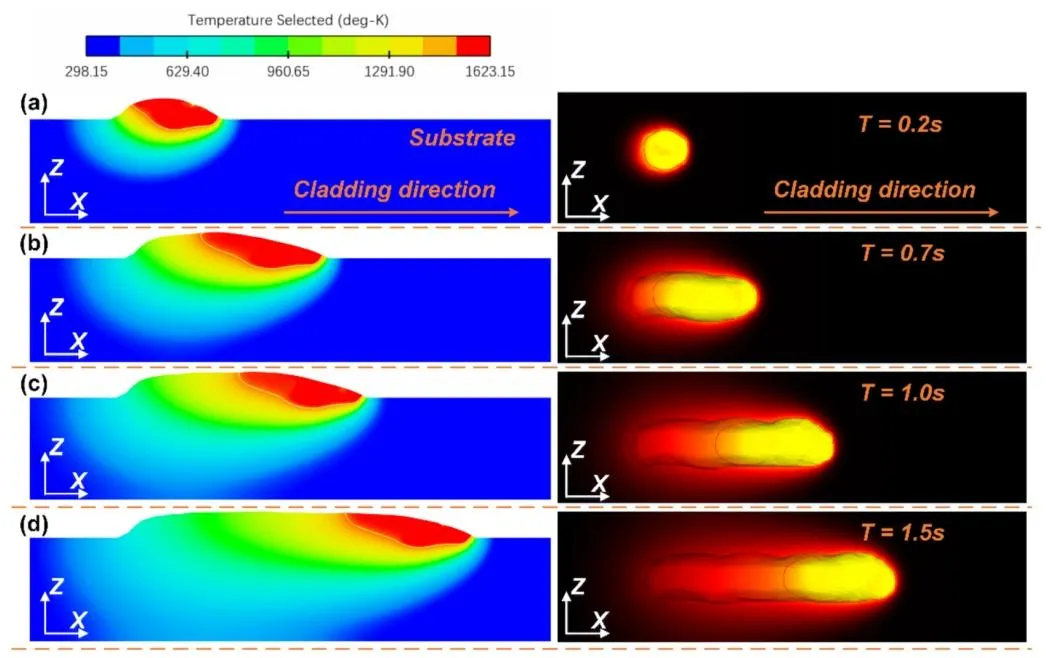
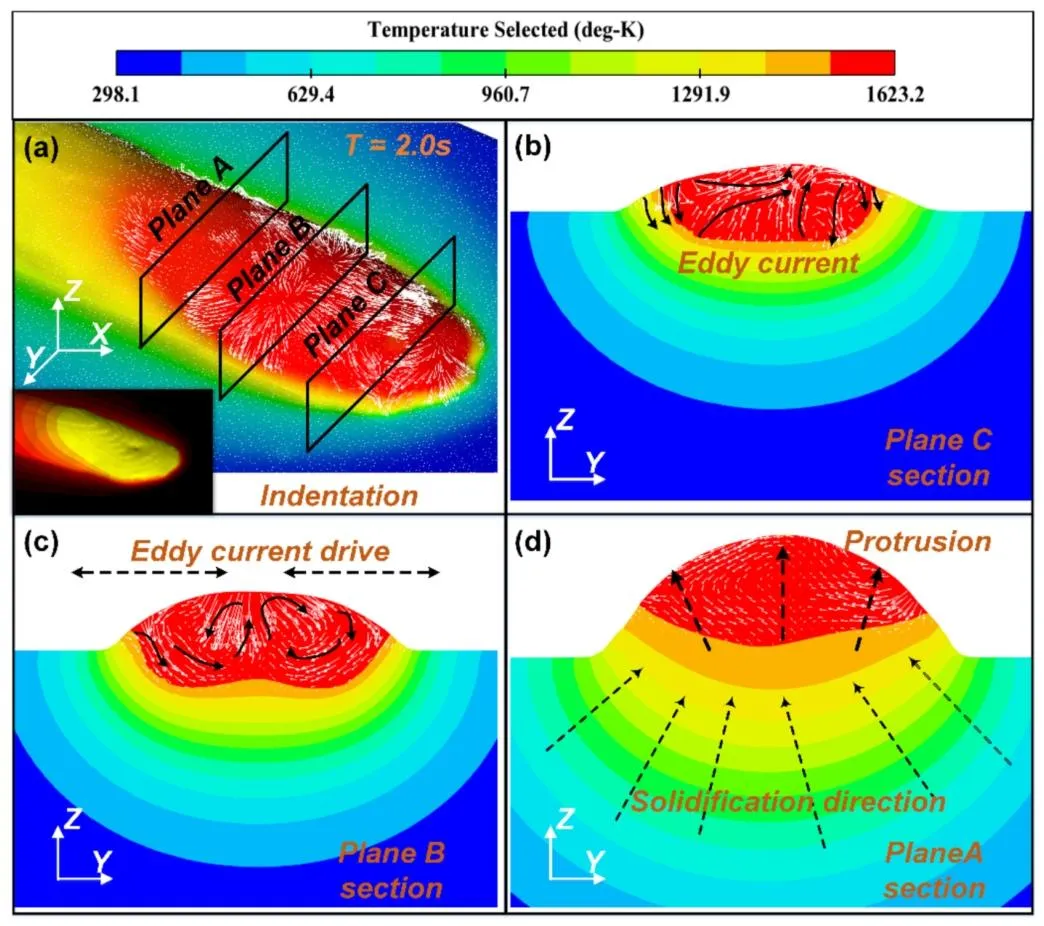
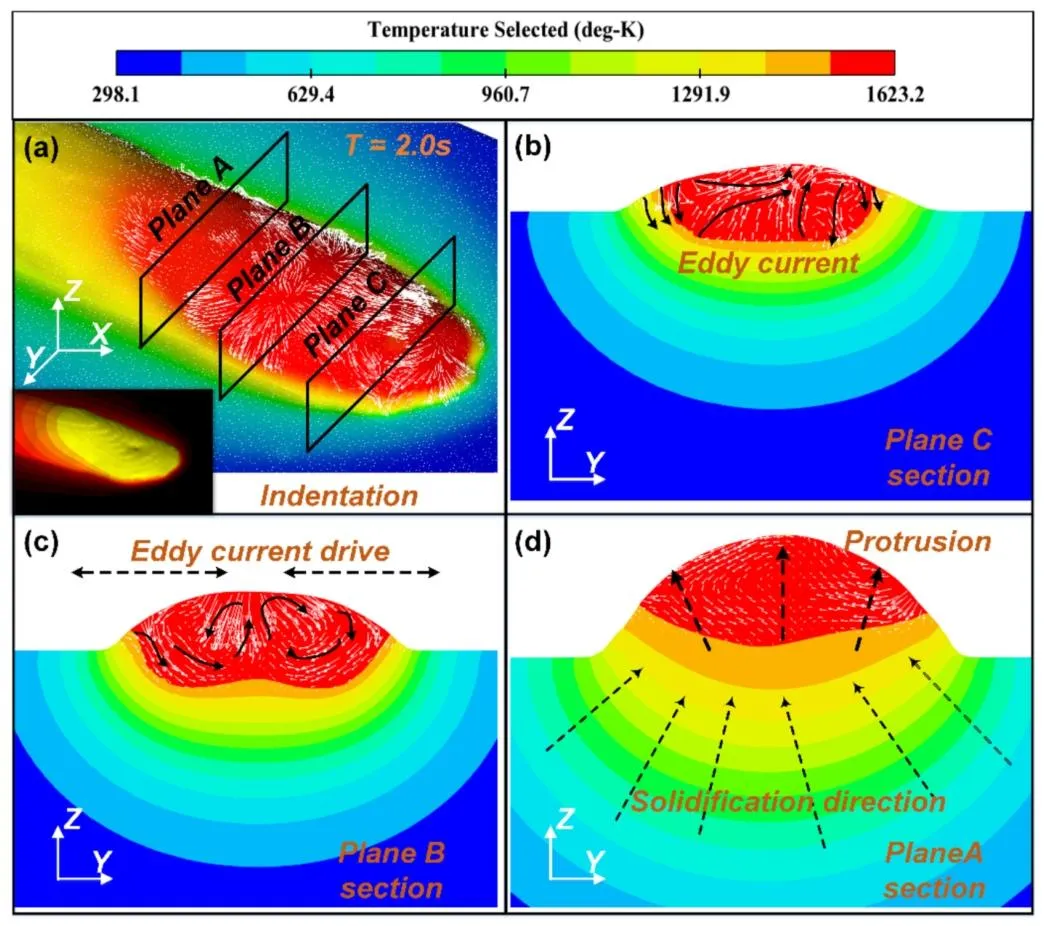
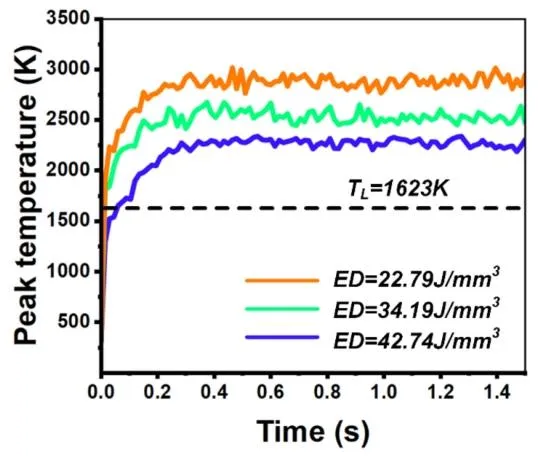
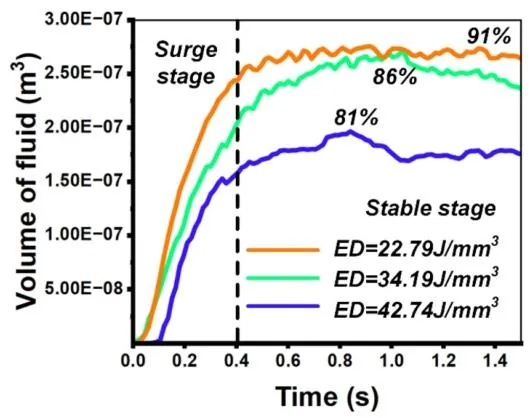
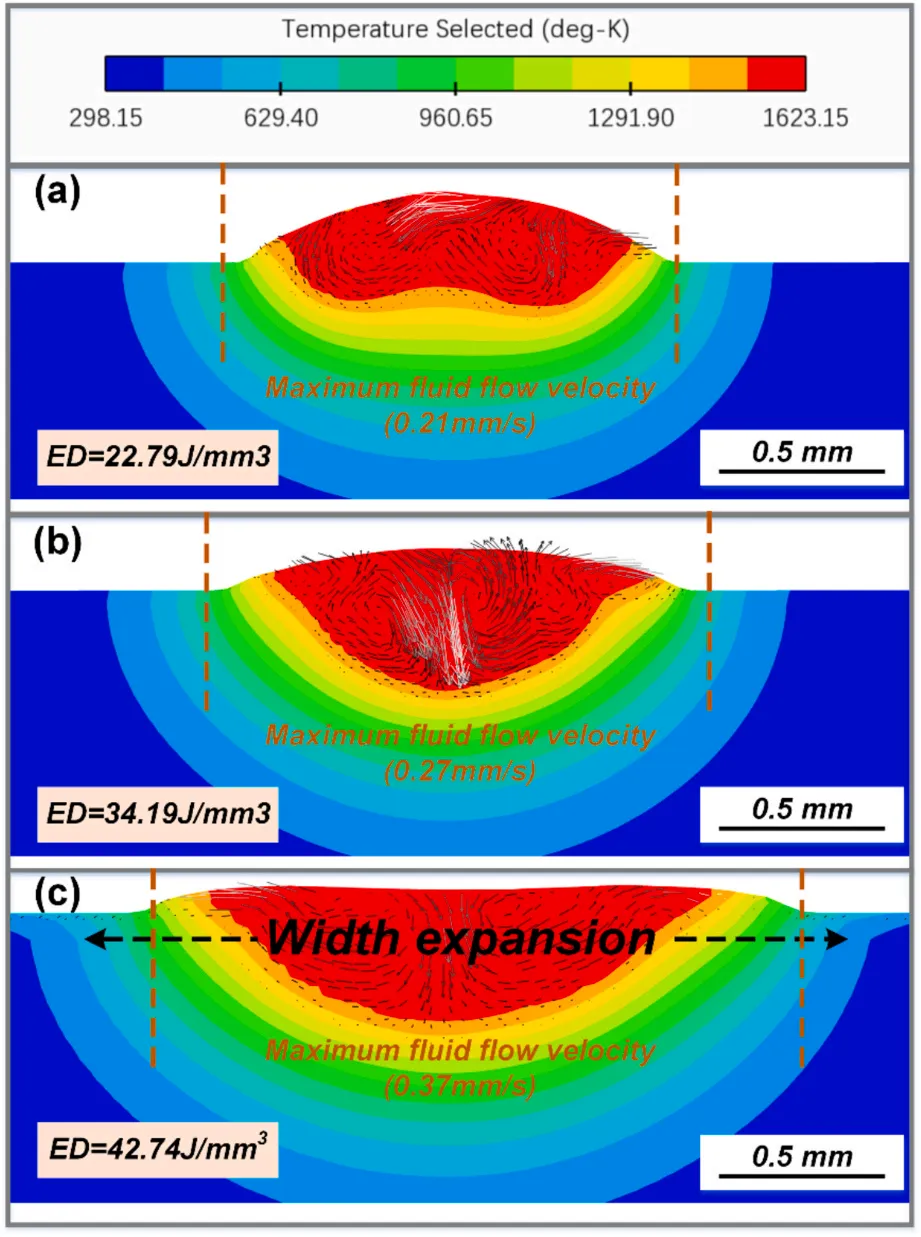
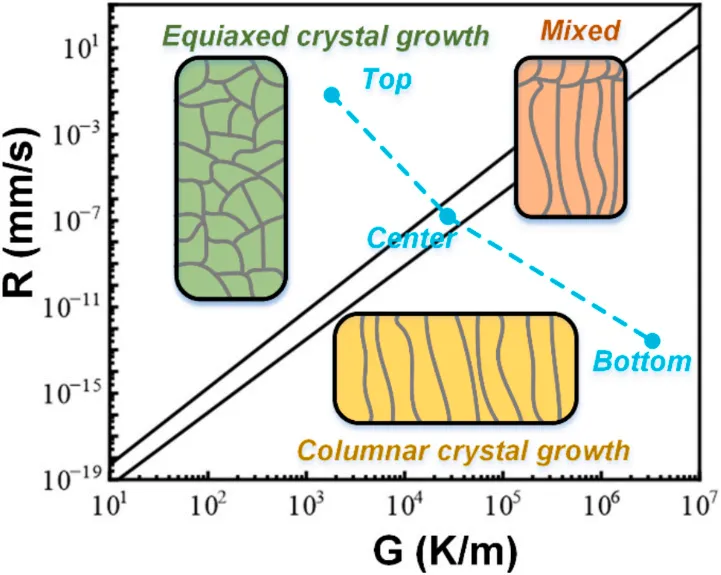
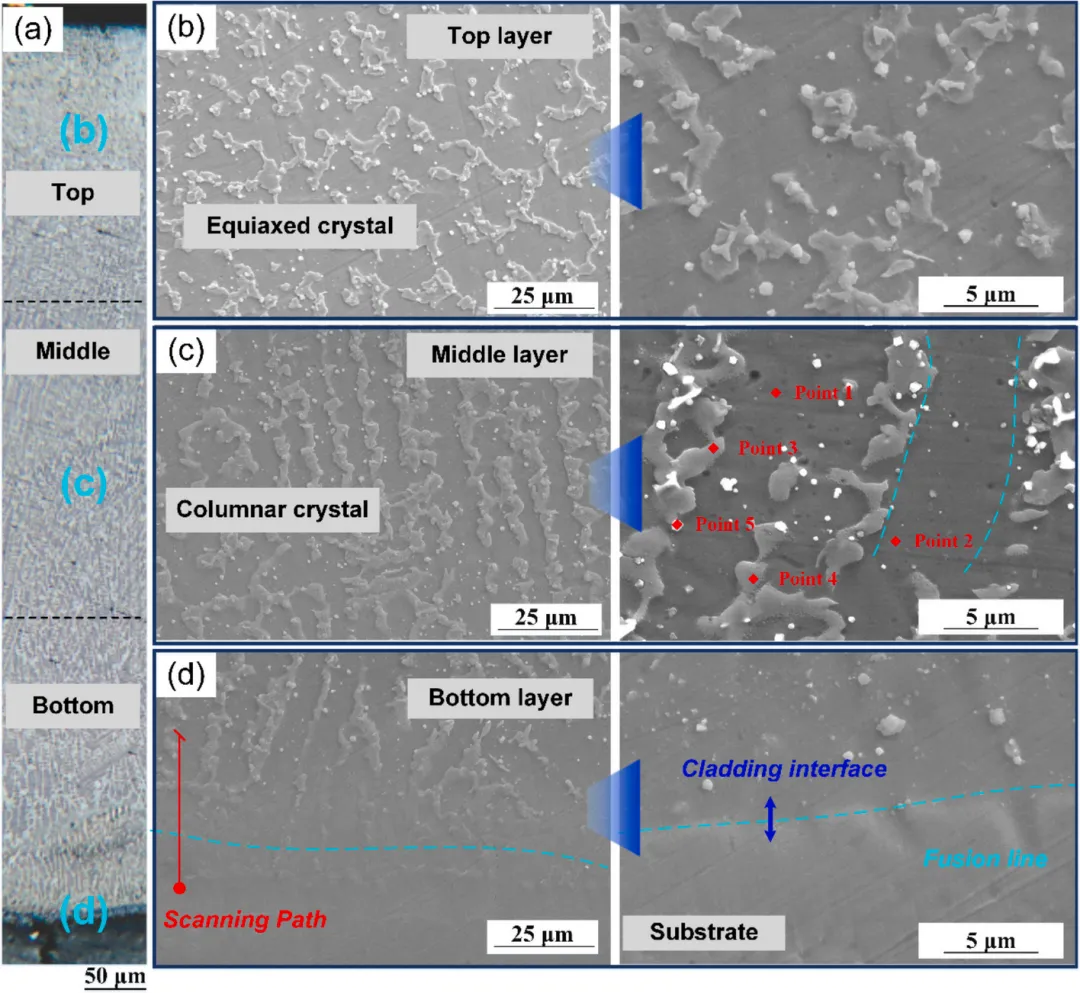
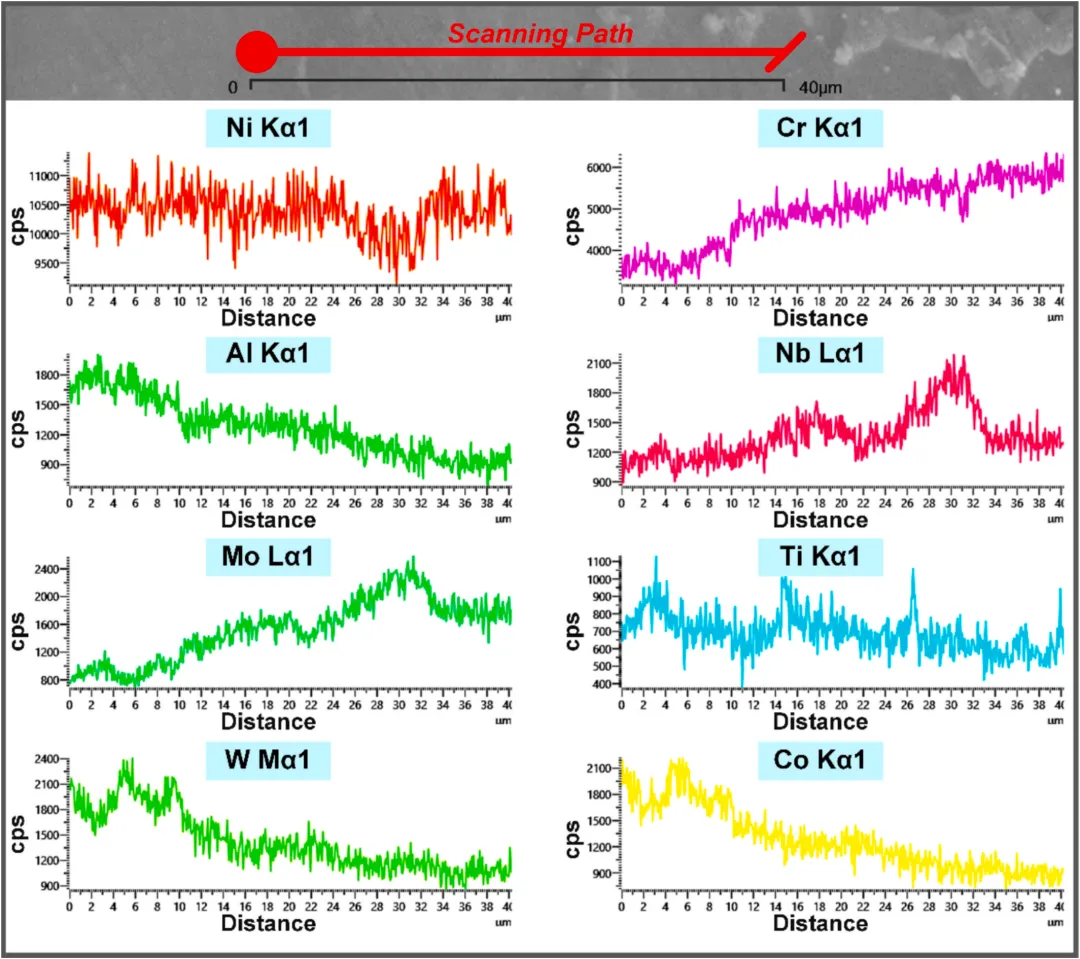
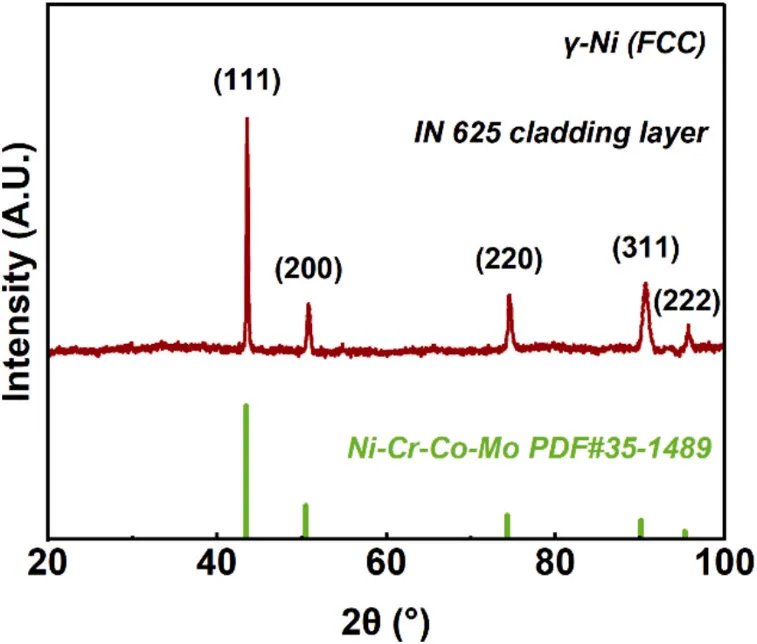
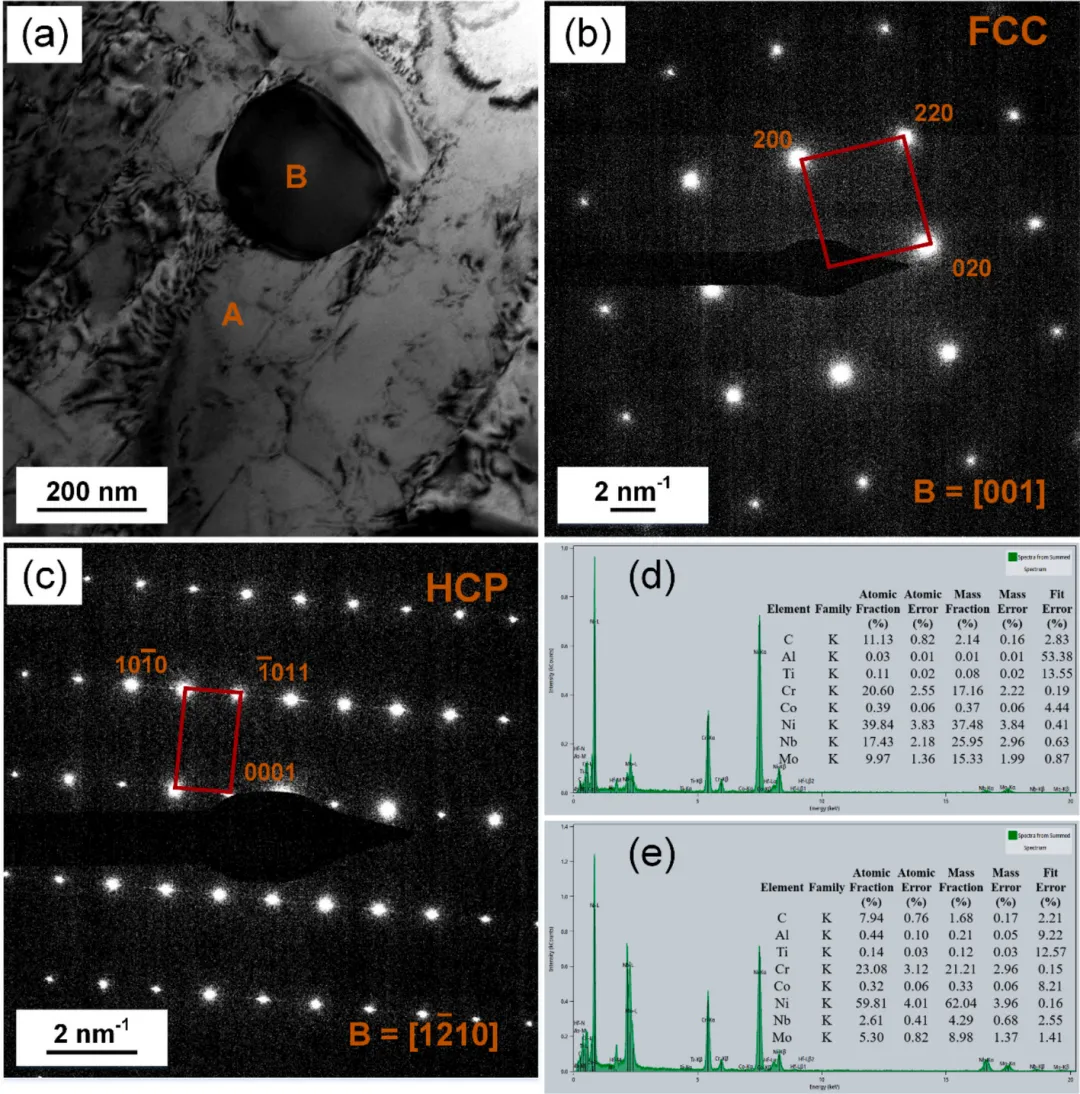
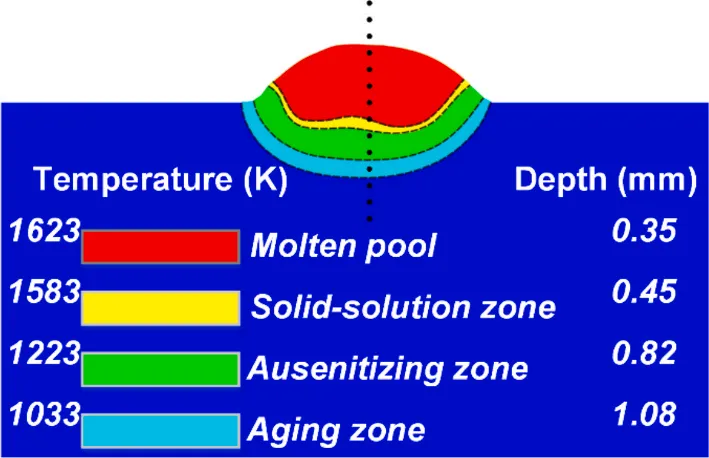
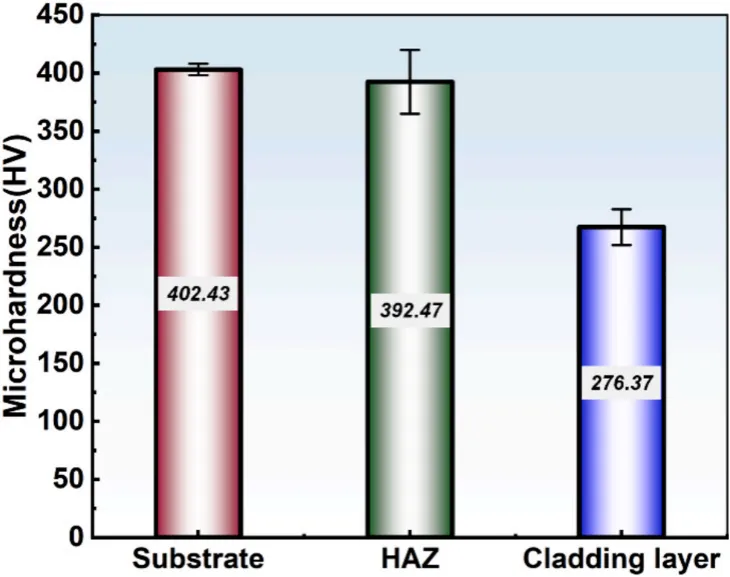
本文采用激光内送粉熔覆沉积(IMF‑LCD) 技术,在 K4002 镍基高温合金基体上制备 Inconel 625 熔覆层,通过正交实验研究激光功率、扫描速度、送粉量、离焦量等关键工艺参数对熔覆层形貌与组织特征的影响,并建立三维瞬态热流耦合模型,揭示熔池内部热流行为及其对凝固组织的作用规律。结果表明:工艺参数对不同形貌指标的主次影响规律存在差异,成形系数受参数交互作用显著;模拟得到的温度场与熔覆层形貌与实验高度吻合;空心环形热源驱动的双涡旋马兰戈尼效应对熔池液相流动起主导作用,形成波浪状熔合线与温度集中区;基体与熔覆层实现良好冶金结合,熔合区无可见裂纹;从基体到熔覆层顶部依次呈现平面晶、柱状晶、等轴晶组织;基体显微硬度最高,热影响区呈由熔覆层向基体逐渐升高的过渡特征。
02
部分图文
主要亮点
- 技术创新
首次将激光内送粉熔覆(IMF‑LCD) 应用于难焊接 K4002 高温合金修复,环形热源冷却快、温度梯度小,显著降低热裂纹敏感性。 - 多方法融合
正交实验 + 极差分析 + 方差分析(ANOVA)+ 多物理场热流耦合模拟,定量解析工艺‑形貌映射关系。 - 机理清晰
揭示双涡旋马兰戈尼效应对熔池流动、熔合线形貌、温度分布及晶粒演变的控制机制。 - 组织可控
实现从基体到熔覆层顶部平面晶→柱状晶→等轴晶的梯度组织调控,无裂纹缺陷。 - 工程价值
为航空航天、石化领域高温合金铸件缺陷高质、高效、绿色修复提供可行方案。
03
结论/展望
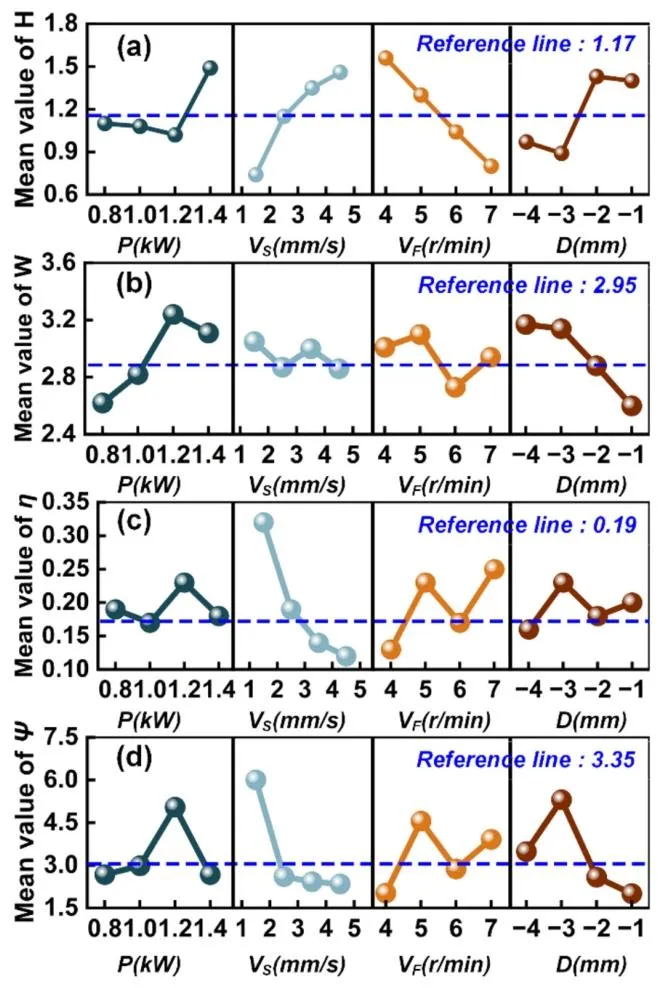
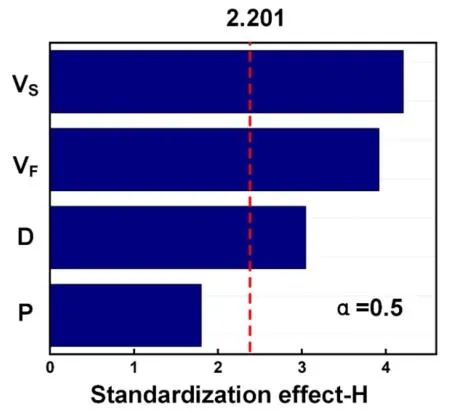
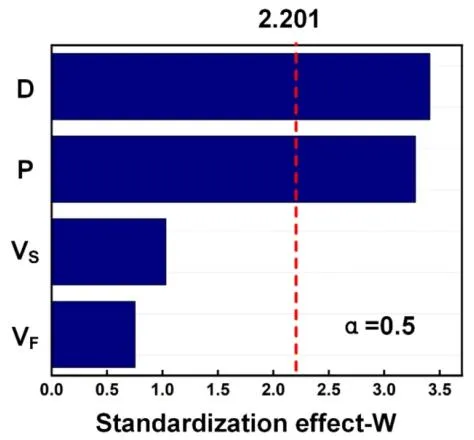
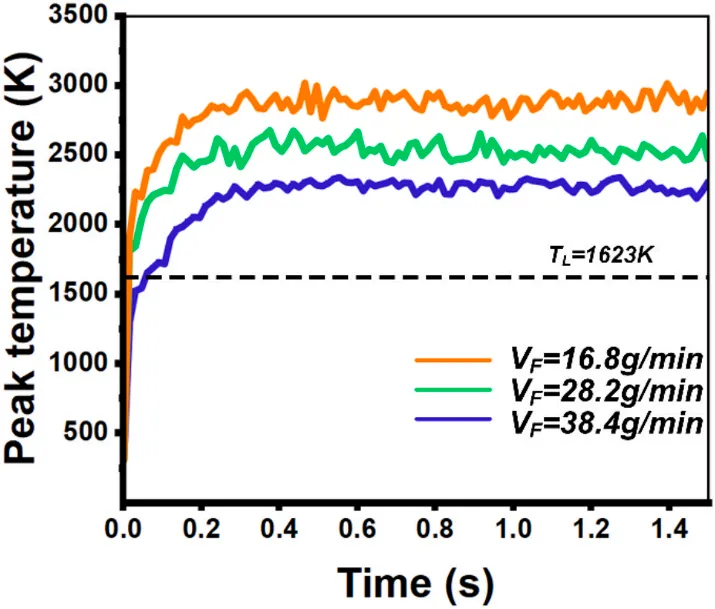
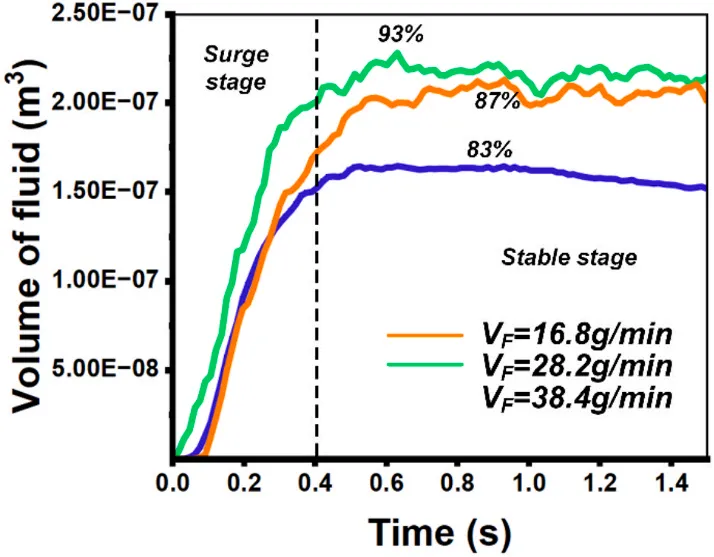
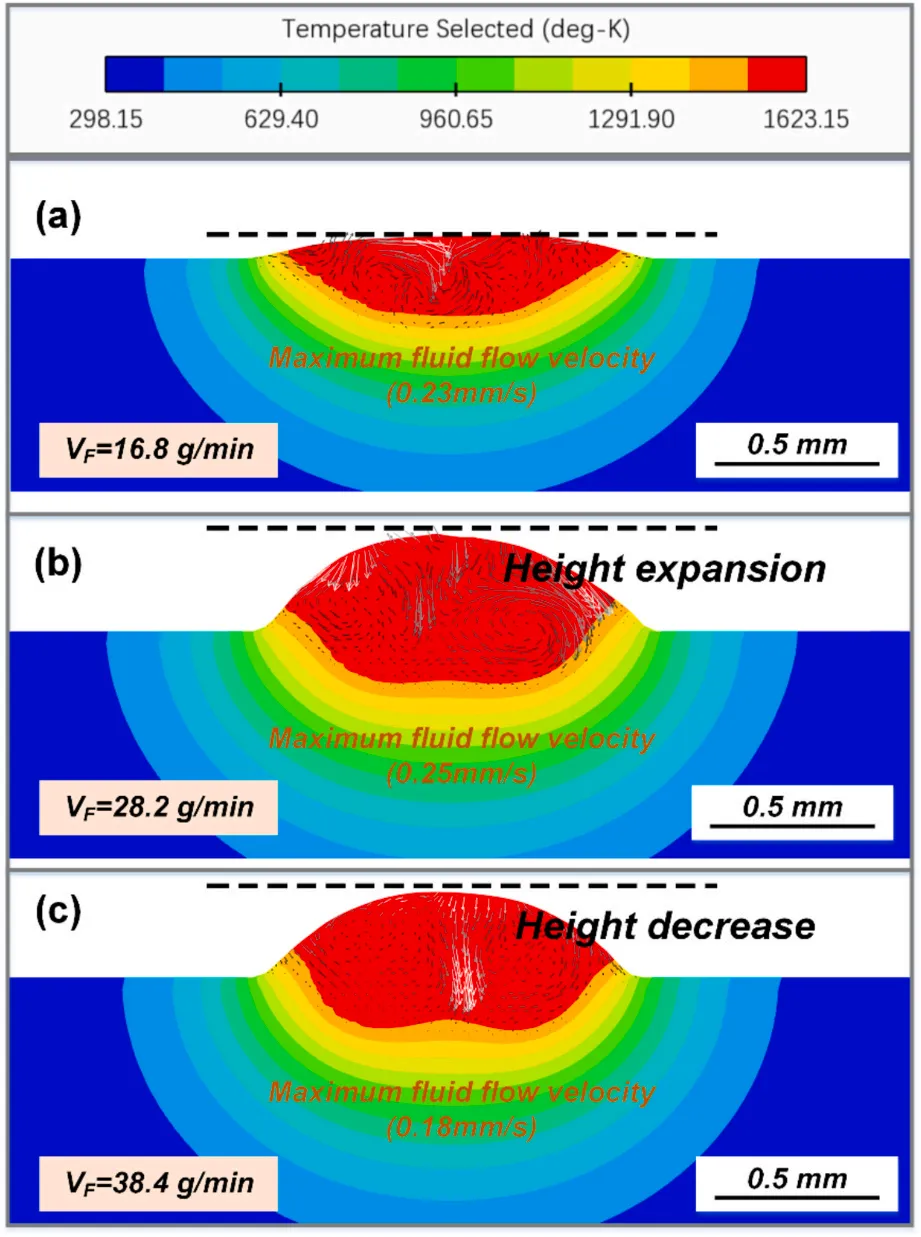
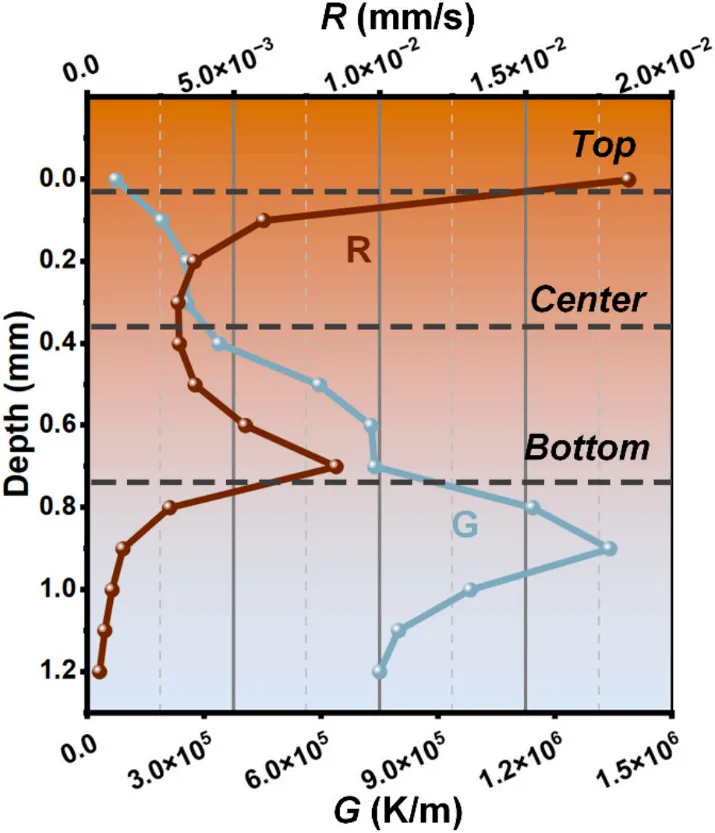
工艺参数对熔覆层各形貌指标的主次影响规律不同:激光功率对熔覆层高度无显著影响;离焦量与送粉量分别是影响熔覆层宽度与稀释率的最关键因素;激光功率与离焦量的交互作用对成形系数影响显著。 建立耦合激光能量输入、质量添加与熔池流动的多相流数值模型,计算得到的熔覆层几何轮廓与实验尺寸吻合,验证了模型可靠性。 IMF‑LCD 过程中,马兰戈尼效应主导熔池液相流动,使熔覆层呈椭圆形、温度分布更集中;熔池体积、峰值温度与流速受激光线能量与送粉量共同调控,过高能量密度不利于熔覆层稀释率控制。 熔覆层凝固组织由温度梯度(G) 与生长速率(R) 共同决定,沿深度方向依次形成平面晶、柱状晶、等轴晶梯度组织,实验结果与模拟预测一致。 熔覆层、热影响区、基体显微硬度呈梯度分布:熔覆层因固溶元素偏析、无 γ' 强化相硬度最低;热影响区因 γ' 相部分固溶硬度渐变;基体因含 γ' 强化相硬度最高。
04
联系我们
欢迎关注·扫码加群

关注+转发
你的关注、点赞、转发,是我们最大的动力
欢迎投稿,如有侵权,请及时联系
文章原文阅读:https://doi.org/10.1016/j.optlastec.2026.115362
【圆满落幕】2025激光在民用航空发动机和燃气轮机中应用大会—2025(第七届)涡轮技术大会暨民用航空发动机与燃气轮机展览会
圆满收官启新程 | 2025涡轮技术大会暨民用航空发动机与燃气轮机展完美收官


 获取原文可点击底部阅读原文登入长三角G60激光联盟网站注册下载或者微信后台联系我们
获取原文可点击底部阅读原文登入长三角G60激光联盟网站注册下载或者微信后台联系我们
联系方式:18914010962、18913577664、19901479960(微信同号)
邮箱:001@laserjs.cn 2@laserjs.cn 3@laserjs.cn
微信号:长三角G60激光联盟
英文ID:laserjs


随机文章
-
 10个月宝宝每天需要喝多少奶粉?
10个月宝宝每天需要喝多少奶粉?
- 南京审计大学召开“纪检监察与审计监督”交叉学科论证会
- 4月27号及之后-南京兼职招聘汇总
- 南京市翠屏城幼儿园第九周食谱
- 南京青少年焦虑治疗|家长必看|青少年焦虑不是“矫情”,做好这3点,做孩子的“情绪避风港”
- 南京一派出所副所长为完成“查处任务”欺骗未成年人吸毒案解读高执考试考点
- 南京雷霆收网!60余人全员被抓!伪装正规的AB贷团伙,涉案5063万,一锅端!
- 苏超|南京队vs常州队激烈开打,3战全胜vs1胜2负,苏超榜首大战!
- 南京爱跑步体育俱乐部2026年第17周(4.20-4.26)活动集锦
- 青年发展服务月 | 南京,何以“圈粉”年轻人?
- 舌尖上的美食——南京外国语学校河西初级中学2025-2026学年第二学期第九周食谱
