在机械制造、钢结构加工、造船、建筑等多个工业领域中,钢板切割都是不可或缺的基础加工工序。切割质量的优劣不仅直接影响后续工件的焊接、组装精度,还会决定最终产品的性能与生产成本。随着加工技术的不断发展,目前行业内已经衍生出多种成熟的钢板切割工艺,不同工艺适配不同厚度、不同材质的钢板,也各有其技术特性与适用场景。南京钢板供应商将详细介绍目前工业生产中常用的钢板切割方法,逐一分析不同方法的优缺点,为加工企业选择合适的切割工艺提供参考。
一、火焰切割(氧-燃气切割)
火焰切割是目前应用历史最久、普及范围最广的钢板切割工艺,其核心原理是利用可燃气体与氧气混合燃烧产生的高温,将钢板切割处的金属加热到燃点,再通过高压氧气流使金属剧烈氧化燃烧,同时吹走燃烧产生的熔渣,最终形成切割缝完成分离。常用的可燃气体包括乙炔、丙烷、天然气、液化石油气等,其中乙炔燃烧温度最高,切割速度最快,是传统火焰切割最常用的燃气。
火焰切割的优点
设备投入成本极低,无论是手持式切割设备还是数控火焰切割机,初期采购成本都远低于激光、等离子等切割设备,中小企业的入门门槛很低;同时设备结构简单,维护保养难度小,后期使用成本低。
对厚钢板的适配性极强,火焰切割可以轻松切割厚度超过200mm甚至500mm的特厚钢板,这是多数其他切割工艺难以实现的,在重型机械、大型钢结构加工领域有着不可替代的优势。
设备灵活性强,既可以通过手持式割炬完成户外现场作业、大型工件的不规则切割,也可以搭配数控系统实现批量自动化切割,适配不同规模的加工需求。
火焰切割的缺点
切割精度较低,通常切割公差在1mm以上,切口挂渣多,热影响区大,切割后还需要大量的打磨清理工序,无法满足高精度零件的加工要求。
切割速度慢,加工效率低,尤其是针对薄钢板加工,预热时间长,热变形严重,不适合厚度小于5mm的薄板切割。
只能切割低碳钢类的碳钢材料,对不锈钢、铝合金、铜等有色金属切割效果差,高碳钢切割时容易出现切口硬化开裂的问题,适用材质范围窄。
作业过程中存在燃气泄漏爆炸的风险,同时会产生大量的烟尘和废气,对作业环境和操作人员健康有一定影响,环保性较差。
二、等离子切割
等离子切割是利用高温高速的等离子弧将切割处的金属熔化并吹除,形成切割缝的热切割工艺。其原理是通过压缩电弧获得能量高度集中的高温等离子流,温度可以达到10000℃以上,远高于金属的熔点,因此可以迅速熔化切割位置的金属,实现分离。按照等离子弧的产生方式和工作介质,等离子切割可以分为普通空气等离子切割、精细等离子切割、水下等离子切割等多个类别,目前数控等离子切割已经成为中薄钢板加工的主流工艺之一。
等离子切割的优点
切割速度快,加工效率高,针对10mm以下的低碳钢板,切割速度是火焰切割的5-10倍,适合大批量中薄板加工。
适用材质范围广,不仅可以切割低碳钢,还可以切割不锈钢、铝合金、铜、钛等各种导电金属,解决了火焰切割无法加工有色金属的问题,是金属加工行业通用性最强的切割工艺之一。
切割精度优于火焰切割,切口比较整齐,挂渣少,热影响区比火焰切割小,低厚度钢板切割变形小,精细等离子切割的精度可以达到0.5mm以内,能够满足多数普通机械零件的加工要求。
可以切割任意形状的工件,无论是直线切割还是复杂曲线切割都能适配,搭配数控系统可以实现高精度自动化加工。
等离子切割的缺点
对厚钢板适配性差,普通等离子切割一般只能切割厚度50mm以下的钢板,厚度超过80mm后切割难度大幅提升,切割成本远高于火焰切割,不适合特厚钢板加工。
设备采购和使用成本高于火焰切割,无论是数控等离子设备还是易损件(喷嘴、电极),成本都比火焰切割高,后期维护成本也更高。
切割存在一定的坡口,切口垂直度不如激光切割,大厚度钢板切割后精度下降明显,同时切割过程中会产生大量的金属烟尘和弧光辐射,需要配套完善的除尘防护设施,对环境要求较高。
普通等离子切割的切割缝宽度较大,材料浪费比激光切割多,针对高精度要求的零件,后续仍然需要二次加工。
三、激光切割
激光切割是近年来发展最快的高精度切割工艺,其原理是将大功率激光发生器产生的激光聚焦到钢板表面,使钢板切割位置迅速熔化汽化,同时通过辅助气流吹走熔渣,完成切割分离。按照激光发生器的类型,目前常用的激光切割分为CO₂激光切割和光纤激光切割两类,其中光纤激光切割因为光电转换效率高、维护成本低,已经逐渐成为市场主流。
激光切割的优点
切割精度极高,数控激光切割的定位精度可以达到0.1mm,重复定位精度在0.05mm以内,切割缝宽度极窄(通常只有0.1-0.5mm),切口光滑平整,几乎没有挂渣,一般不需要后续打磨加工,可以直接用于焊接和组装,适合高精度零件加工。
切割速度快,表面质量好,针对20mm以下的低碳钢板,切割效率远高于等离子和火焰切割,同时热影响区极小,几乎不会造成钢板变形,切口垂直度好,能够满足精密加工的要求。
柔性加工能力强,可以任意切割复杂形状的工件,不需要开模,只需要修改数控程序就能调整切割形状,非常适合小批量多品种的定制化加工,新产品开发周期短。
材料利用率高,因为切割缝窄,排料时可以更紧凑地排布零件,减少材料浪费,降低原材料成本。
适用材质范围广,不仅可以切割各种碳钢、不锈钢,还可以切割铝合金、铜合金、钛合金等多种金属材料,适配多数工业加工需求。
激光切割的缺点
设备初期投入成本极高,一台大功率光纤激光切割机的采购成本是普通数控等离子切割机的3-5倍,是数控火焰切割机的10倍以上,中小企业的资金压力较大。
对厚钢板适配性差,目前主流的工业光纤激光切割机最大切割厚度一般不超过50mm,特厚钢板切割成本远高于火焰切割,甚至无法完成切割。
使用和维护成本高,激光发生器、切割头属于高精度核心部件,维护保养难度大,更换成本高,同时对作业环境要求较高,需要稳定的供电和温控条件。
切割高反射材质(如铜、铝合金)时难度较大,容易损坏光学镜片,对设备损伤较大,加工成本也更高。
四、水刀切割
水刀切割又称高压水射流切割,是利用超高压增压系统将水流加压到数百兆帕,再通过细小的喷嘴射出高速水流,在水流中加入石榴砂等磨料,依靠磨粒的高速冲击作用将钢板切割开,属于冷切割工艺,切割过程中不会产生高温。水刀切割分为纯水切割和加磨料切割两类,钢板切割一般采用加磨料水刀切割。
水刀切割的优点
属于冷切割工艺,切割过程中不会产生高温,没有热变形和热影响区,不会改变钢板材料的内部金相组织,特别适合对温度敏感的特殊钢材(如弹簧钢、工具钢)以及复合材料切割,不会造成材料边缘硬化、变形等问题。
切割精度高,切口质量好,切割精度可以达到0.1mm以内,切口平整,没有挂渣和氧化层,不需要后续加工,能够满足高精度加工要求。
适用材质范围极广,不仅可以切割所有类型的金属钢板,还可以切割玻璃、石材、塑料、复合材料等非金属材料,通用性极强。
切割过程中没有烟尘和有害气体产生,环保性好,不会对操作人员健康造成影响。
可以切割厚度较大的钢板,部分大功率水刀切割设备可以切割厚度超过100mm的钢板,适配范围较广。
水刀切割的缺点
设备采购成本很高,超高压水刀切割设备的初期投入不低于激光切割,甚至更高,入门门槛高。
切割速度慢,加工效率远低于激光、等离子切割,加工成本高,不适合大批量的常规钢板加工,一般只用于特殊材质和特殊要求的加工。
设备损耗大,高压密封圈、喷嘴等易损件需要频繁更换,磨料属于消耗品,后期使用成本很高。
切割大厚度钢板时,加工速度会大幅下降,切割成本也会显著上升,性价比不如火焰切割。
五、剪板机剪切
剪板机剪切是最常用的直线钢板下料工艺,其原理是通过剪板机的上刀片和固定下刀片,对不同厚度的钢板施加剪切力,使钢板按照要求的尺寸断裂分离,主要用于直线形状的钢板下料。
剪板机剪切的优点
加工效率极高,切割速度快,批量直线下料的成本远低于其他切割工艺,适合钢结构、柜体等需要大量直线下料的加工场景。
设备成本低,操作简单,维护方便,下料尺寸精准,切口整齐,材料浪费少,是薄钢板直线下料的首选工艺。
剪板机剪切的缺点
只能完成直线切割,无法切割复杂形状的工件,只能用于简单下料,适用场景非常有限。
对钢板厚度有限制,一般剪板机只能剪切厚度在25mm以下的钢板,特厚钢板无法加工。
剪切后切口容易出现毛刺和翘曲变形,针对高精度加工还需要后续整平打磨处理。
六、锯切
锯切是利用带锯、圆盘锯等锯切设备对钢板进行切割分离的工艺,主要用于厚钢板或者型材的切割下料,在机械加工领域应用较多。
锯切的优点
切割精度高,切口垂直精度好,尺寸误差小,特别适合矩形钢板、钢板型材的下料加工,切口平整,没有挂渣。
切割过程属于冷切割,没有热影响区,不会改变钢材的性能,适合对尺寸精度要求高的下料加工。
设备采购成本适中,维护简单,使用成本低于激光、水刀切割,适合批量直线下料。
锯切的缺点
只能切割直线或者简单的轮廓,无法切割复杂形状的工件,柔性加工能力差。
切割速度慢,加工效率低,针对大尺寸钢板加工的效率远低于其他切割工艺。
锯片属于易损件,损耗快,更换成本高,切割硬度较高的钢材时锯片磨损速度更快。
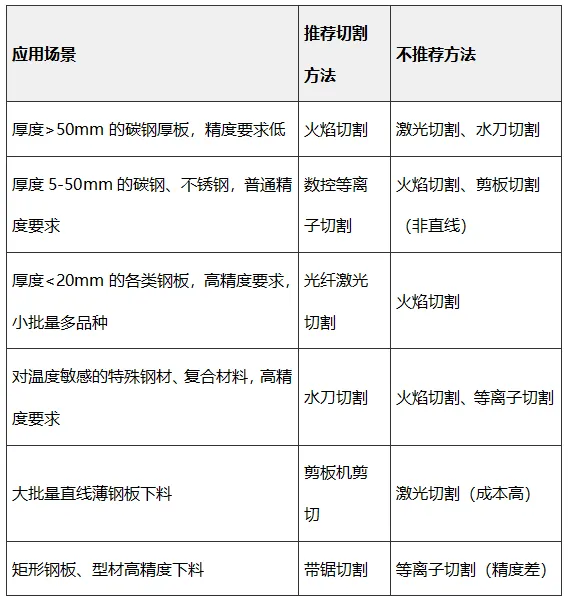
七、不同切割方法对比与选择建议
不同切割方法各有优劣,加工企业需要根据钢板厚度、材质、加工精度要求、批量大小以及成本预算选择合适的工艺,以下是不同场景下的选择参考:
总体来看,目前钢板切割行业呈现出传统工艺与新工艺并存的格局:火焰切割依然在厚钢板加工领域占据不可替代的地位,等离子切割是中厚板通用加工的主力,激光切割凭借高精度优势逐渐普及,水刀、剪板、锯切则在特定场景发挥作用。加工企业不需要盲目追求高端设备,结合自身加工需求选择适配的切割工艺,才能在保证加工质量的同时控制生产成本,获得最优的生产效益。
南京跨洋金属材料有限公司
地址:南京市雨花台区板桥街道汽渡路1号
电话:13913811513 周总
13770995202 周经理